汽车整车轻量化技术的起源和行业趋势


|
【汽车轻量化在线】一、轻量化起源和背景 下图是世界上第一则汽车广告,广告词说该车保养容易,开1英里只需要0.5美分,又轻又结实。今天我们做车也一样,首先要便宜,这样才会有人买单,第二,整备质量轻,第三,加速性能好。
早先我们买车,都会看看车是不是足够硬,也会选择重的车,根本原因是安全。我做过一个计算,把一款符合中国法规的五星碰撞小车在结构不变的情况下拉长,拉到奥迪A4L的长度。拉长的结果是变重,原来1300-1400公斤的车,增加到1800公斤。因为结构完全不变,只是钢板变厚了,所以配重就高了,结果从五星碰撞降到几乎没有星级,甚至连法规都过不去。重量和安全没有直接的联系。
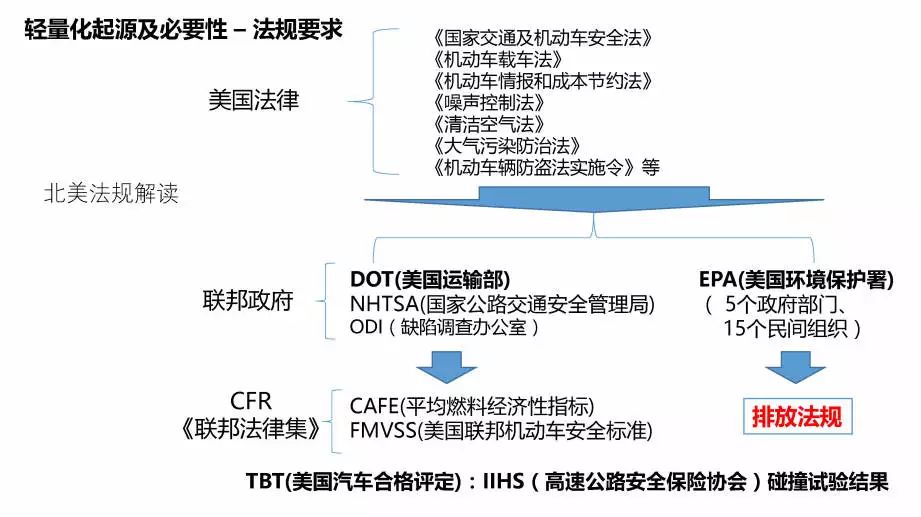
各个国家、地方政府、州政府、交通部都有一系列关于排放量的法规。根据北美法规要求的减重目标规划,从2015年到2019年,某车型整备重量要从1853公斤降到1664公斤,整整减少200公斤。随着燃油消耗量限制法规、汽车排放法规的要求日益提高,汽车轻量化技术是未来汽车设计的核心技术。
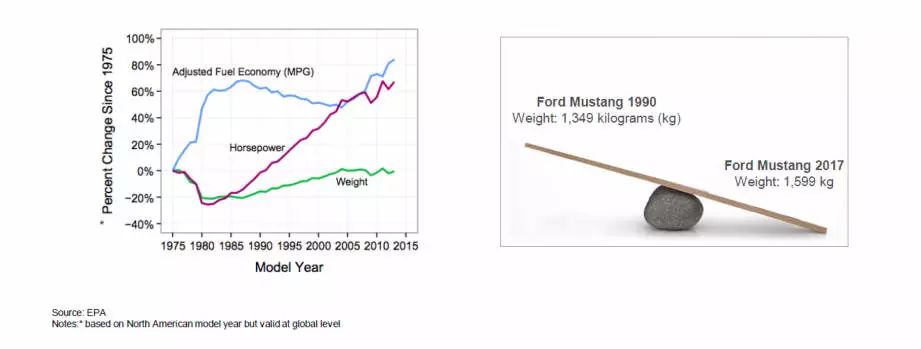
其实这些年我们可以看到,车的重量是略微上升的,因为我们对配置和安全性能的要求提高了。2018年新的碰撞法规提出了更高的要求,在满足功能的前提下,还要减重。举个例子,自主品牌的车A柱往往比较粗大,合资品牌比较细,要用细的A柱代替粗的A柱,还得满足同样的法规,这就意味着要么材料强度更高,要么结构设计更好。要达到这两点,做出产品来,又意味着工艺要求比较高。这三者缺一不可。 铝板有一个最大的特点,铝的疲劳寿命是特别差的。对客户来说,车要天天开,疲劳标准是要优于安全标准的。但是对于主机厂来说安全性能是要大于疲劳标准的。钢的比重是7.85,铝的比重是2.74,如果用铝板代替钢板,理论上重量能大约减掉60%,事实上是不做到的。现在市面上绝大部分钢板厚度是0.7毫米,而铝合金做不到这个厚度。因为铝合金要克服强度低,屈强比差的缺点。最近奥迪把铝合金厚度从原来的1.1毫米降低到0.9毫米,重量约降低了30%,和理论减重60%还差很远。 所以铝板和钢板各有优缺点,未来选择怎样的技术路线,需要分析缺点在哪儿,挑战在哪儿。江淮上了一条生产线,叫做温成型,就是把铝板加热一下再变形。加热变形使得铝板容易变形,而且变形以后不回弹。但是导致的情况是效率低下,如果是钢板,全中国最慢的冲压线,一分钟都至少能做7个件到8个件,但是温成型效率更低。 奥迪A8最新的车型,从原来98%的铝合金,降低到现在58%的铝合金,剩下全都是用钢。仅仅是因为铝合金贵吗?其实很大一部分原因,不是材料的问题,而是工程制造的问题。我们希望车大量生产,但是很遗憾的是,大量生产不了,工程化比较差。
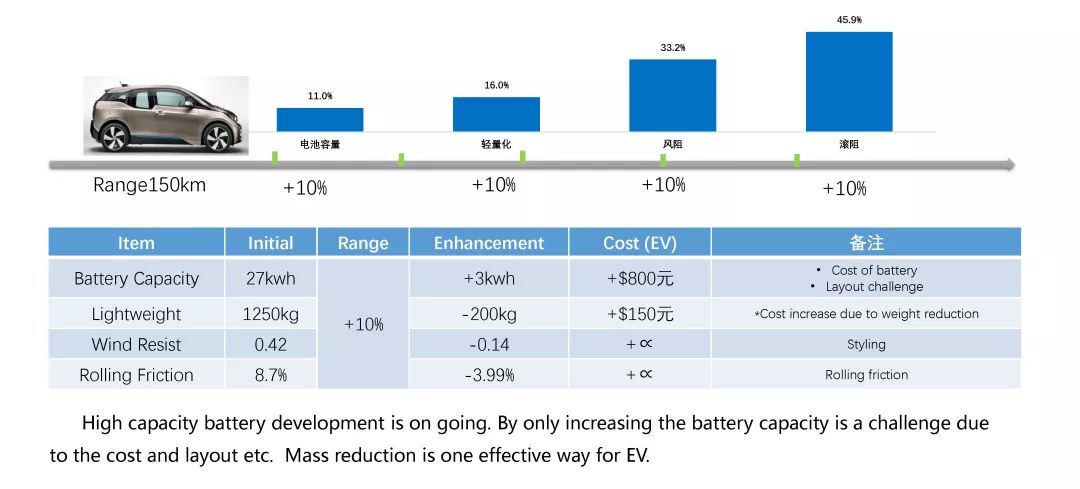
有人问为什么一定要轻量化呢,别的方式行不行。如果要增加10%的续航里程,就有几种办法。第一,放更多的电池,所以比亚迪的车离地间隙都非常低,因为他要保证全系车型续航里程500公里以上,怎么办呢?只能增加电池,一个不行放两个,两个不行放三个。但是增加电池就意味着成本增加。第二,减重。第三,改变风阻系数。第四,改变滚阻,这个代价是非常高的,意味着所有的连接件都要改变。 现在行业内主流的车身技术路线有这么几种: 第一,传统全钢车身,仍旧是目前采用最广泛的技术。 第二,铝合金车身,比如蔚来ES8。 第三,钢铝混合车身,就是现在很多新车说的“下钢上铝”。 第四,碳纤维车身,如宝马i3。 每一种车身都有优点也有缺点。轻量化的目的,是在不影响功能性、安全性、耐久性的情况下,尽可能做得越轻越好。随着我们国家的发展,未来对车的加速性要求会越来越大。在美国有非常高的加速性要求,前途K50在美国卖,得到的评价是:动力性不足,要求换电机。载荷一样的情况下如何让加速率更大,唯一的方式,就是把重量做轻。 轻量化设计的核心 第一,结构变化。打个比方,可口可乐的瓶子,软的跟纸似的,但是它做到了极致,放桌上很稳,拧盖子的时候能打开,因为在头部和尾部加了很多筋,这个就是结构设计。 第二,连接技术。很多人说,铝合金很简单,我也会做,但是铝合金工程化很差,只要不是自动化线,因为工人不同的操作,导致一致性很差。 第三,CAE仿真技术。金属是规律排布,我们可以预测它的破坏、失效模式。但复合材料比较复杂,汽车行业对复合材料的掌握还没有金属材料那么成熟,CAE的仿真计算发展得非常快。 第四,材料发展。我们的材料发生了翻天覆地的变化,10到15年间有了很大的发展。 有了这四条,我们才有可能讲一讲轻量化设计,如何设计得更轻、更结实。 轻量化的设计要点
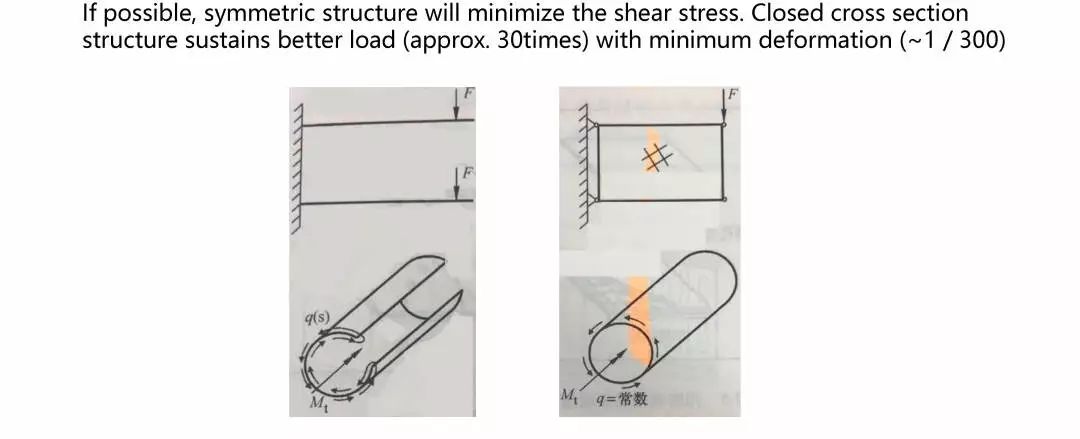
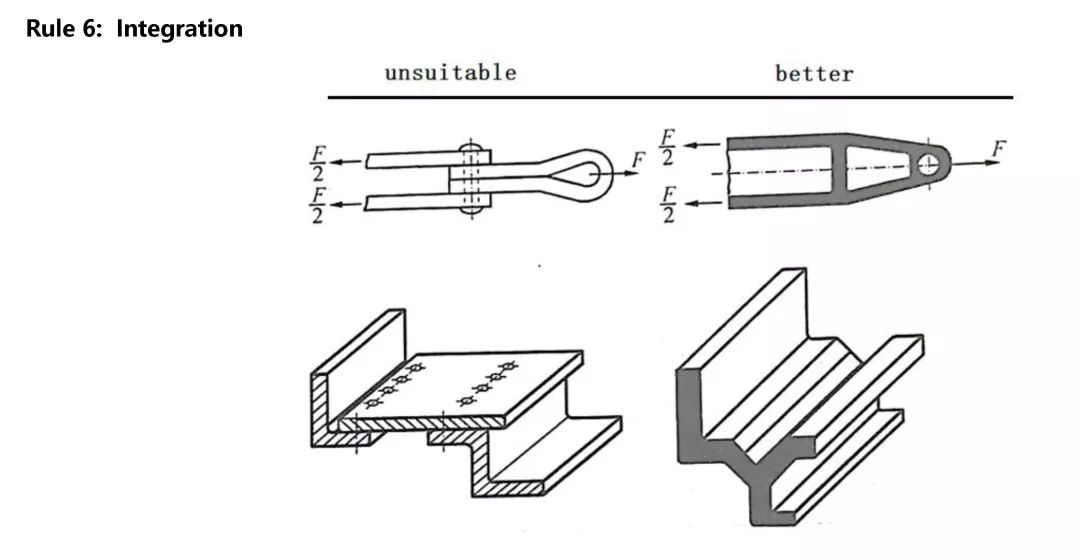
载荷要合理。从结构上来说,不同的材料有不同的用法,载荷要合理,假如这个车的上边梁和A柱要焊在一块,焊的过程中如果没有考虑连接,载荷到连接处一定会发生剪切。我们计算的时候,理论上认为这个力通过它传递了,事实上一边截面小,一边截面大,焊过来有偏移,从力的中心发生变化就发生扭转,就很容易破坏。所以,力要直接在我们的主力面上,第二,如果有可能,我们要尽量做对称设计,为什么要对称设计呢?因为不对称就会发生扭曲。
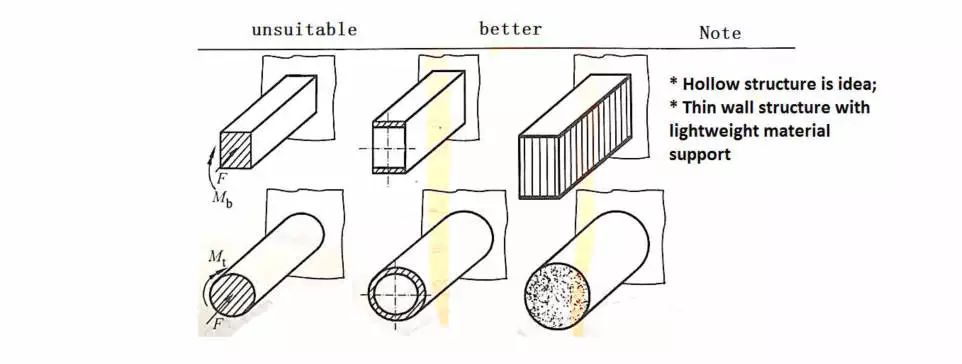
三明治材料。我们知道“三明治材料”,也就是复合材料,其实我们面前的桌子就是三明治材料,中间一层木屑,上面贴层膜,下面贴层膜。这种材料有一个好处,好处在哪呢?它是中空的,就是截面有一个空腔,对于扭曲、弯转都有很大的好处。
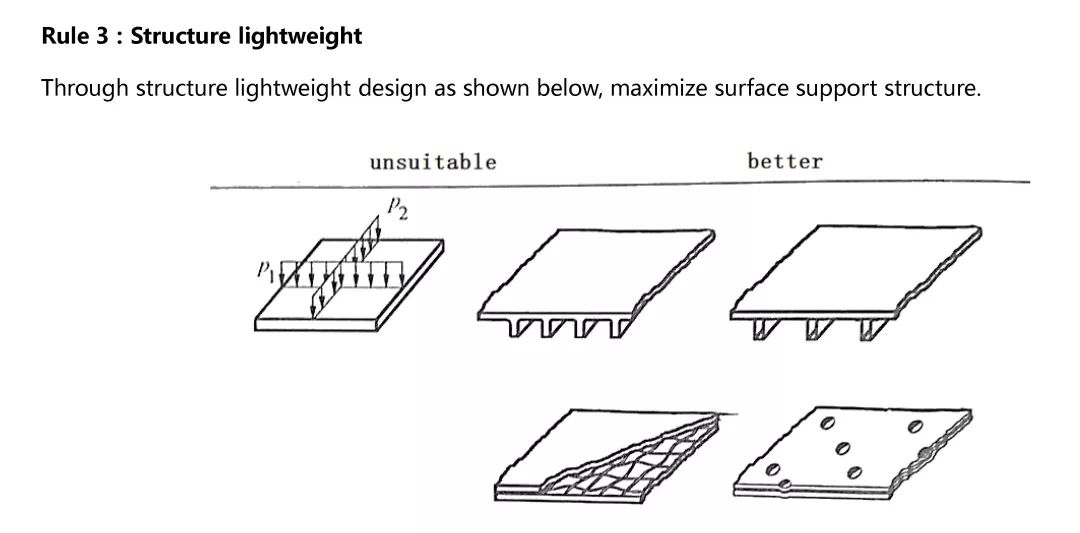
轻量化结构。举个例子,特斯拉的几个连接件是真空压缩件,做得非常漂亮。它的件壁厚仅为1.2毫米,而我们常规件大概在4毫米。
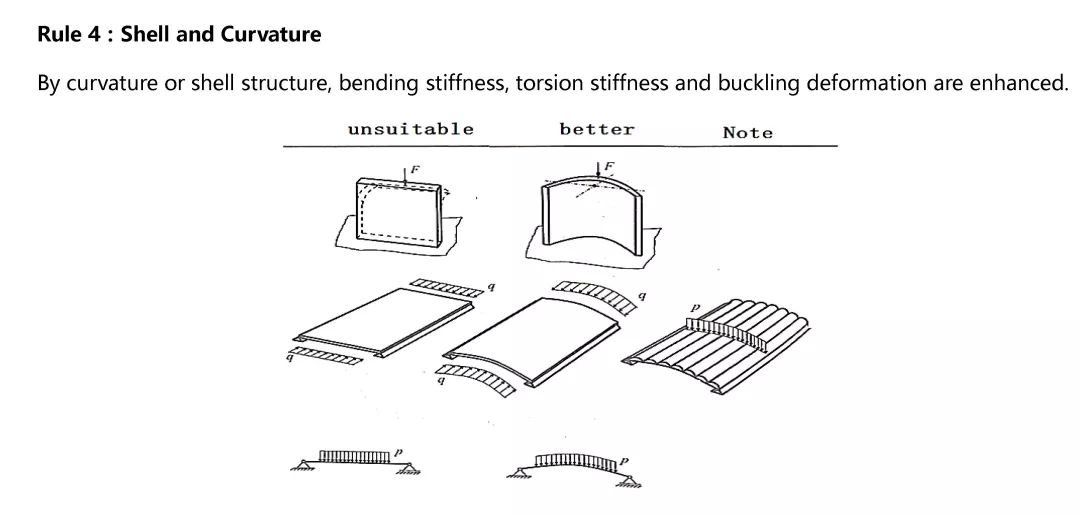
曲面和加强筋。有的时候承载件我们要把它做成曲面,就像日常见到的拱形桥一样。我们平时开的车,我几乎没看到过顶盖是平的,通常上面都会有一些形状,这个形状的目的,不仅是为了好看,最主要的目的是为了改变它的刚度,通过曲率,加上截面结构,增强弯曲刚度,扭转刚度和屈曲变形。
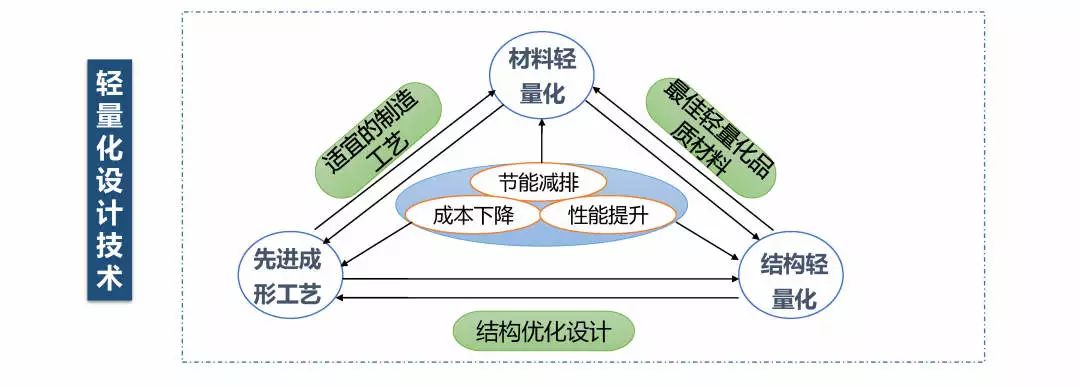
集成。上图为案例。 二、汽车轻量化策略 轻量化的目的就是性能要最大化,重量越小越好,成本越便宜越好,这个时候客户的价值才能最大化。轻量化的途径一定是更好的材料、更好的结构、更好的工艺。
材料、结构、工艺互相联系。我们国家的高铁是挤压型材,而且是非常大的挤压型材,用的什么工艺呢?每节车厢其实是一个件,地板从头到尾是一块料,窗户也是同一块,稍微折一下把车送过去,中间地板一焊,所以材料出来了,选择结构和工艺,都是相辅相成的过程。
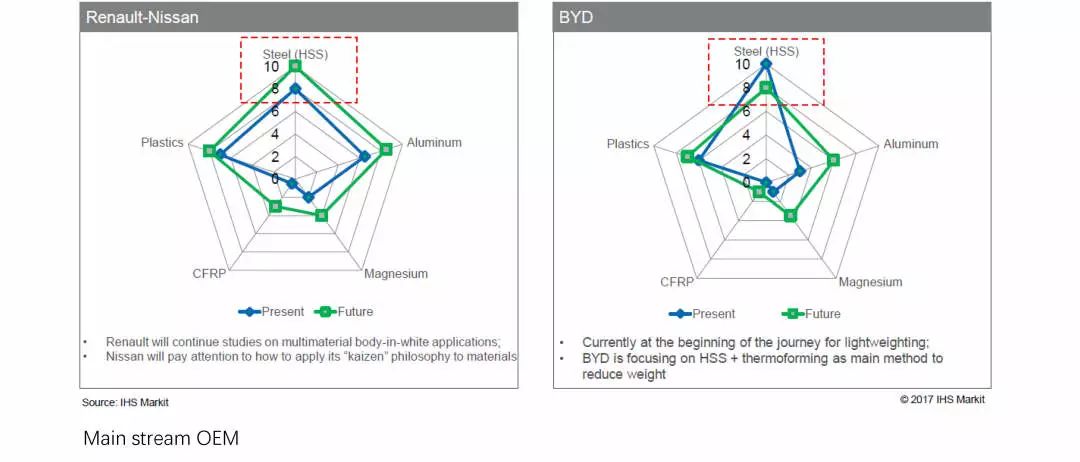
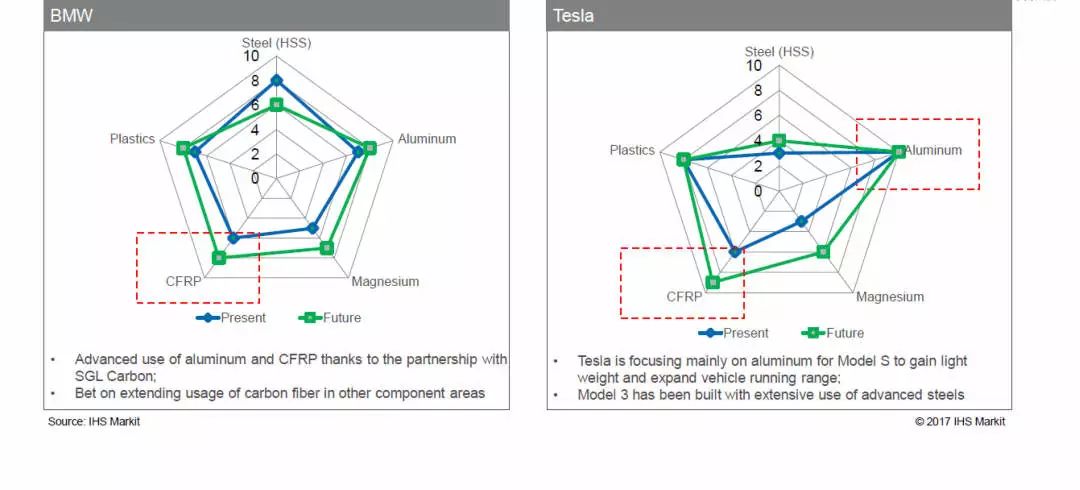
奥迪A8在2010年的时候车身是92%的铝,2017年的时候铝降到了58%。每家公司都有自己的战略目标和总体定位,比方说比亚迪就认为它做轻量化主要的目标是钢、铝,还有一点点镁、塑料,碳纤维不是他考虑的重点。又比如宝马,他们都做了很多投入,未来他会用大量的,他可能会用到碳纤维、镁合金、铝合金,同时会把钢的比重降低。再来看特斯拉,特斯拉用钢量非常少,未来他会把碳纤维和镁合金大大增加。
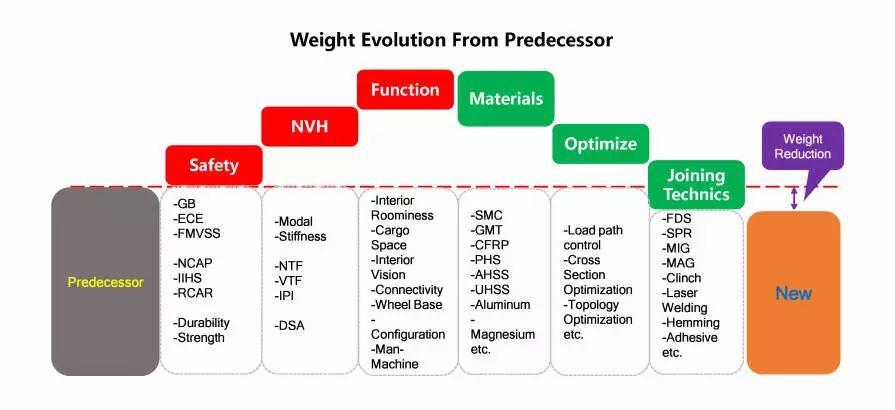
从整个做车来说,我们知道第一是安全。但安全性是会增重的,比方说改变耐久性,满足美标的NVH碰撞法规,满足C-NCAP碰撞法规,还有NVH模态、刚度、风阻各方面,都会增加重量。再就是功能,比方说全方位360度骨架、自巡航,都会增加重量。因此我们要把它减掉,第一个方式就是材料,材料完了以后才是结构优化,优化是什么呢?比如传递路径、截面。 合资品牌和自主品牌很重要的区别是A柱,自主品牌A柱往往比较粗,合资品牌的A柱比较细,这样截面的大小就不一样了。我以前开比亚迪的车,转弯的时候要不停地看,因为这两根柱子挡了我的视线。德国车柱子就比较细,基本上看一眼就可以了。所以自主品牌的车会更重,为什么?面积×长度×密度=重量,截面面积越大,重量越重。 再一个就是连接技术,连接技术这块很重要。比方两块铝板,在焊装车间搭起来,焊的过程中我们会说到翻边尺寸,能够接到多小的翻边尺寸,这个就是连接技术。、现在大多数主机厂可以做到14毫米,再好点能够做到9毫米、7毫米。14和7是一倍的关系,减到7毫米的话,我们一台车就可以减少好几十公斤。 还有一种连接技术:激光焊。焊接是有翻边的,而激光焊直接拼起来,没有翻边了,所以它会变轻。而且还有一个好处,它的扭转刚度更大,因为本来是点接触,现在是整个线和面。 总结一下,安全性、NVH、功能这三个方面的增重,我们目前希望通过材料、结构优化、工艺制造降下来。 三、整车开发流程及轻量化技术应用 1. 轻量化在整车开发中的三个阶段 轻量化在不同的开发阶段有不同的开发手段,根据整车开发的特点,主要有如下三个阶段:概念设计阶段、方案设计阶段、详细设计阶段。 概念设计阶段要把市场语言转化为工厂语言。比如一款车要面向高端白领,要有好的驾乘体验,可以在路上办公,这就是市场语言,转换成工厂语言就是一系列指标:车加速性能、整备质量等。概念阶段会把技术路线确定了,因此这个阶段决定了项目难易程度和成功概率。 一旦定了技术路线就进入方案设计了,需要测算技术路线的可实施性。比方说,技术路线定了采用铝合金材料,A柱门槛中间的横梁,绝大多数的合资品牌包括凯迪拉克CT6、特斯拉,都是很大的铸造件,但要花几千万铸造模具或者到德国去做,成本下不来,而且车的预计销量也没有那么多,这个时候就要找替代路线,重新制定切实的方案。 到了详细设计阶段。型材断面的形状是“日”字形、“米”字形、还是双“木”形,中间的壁厚是等壁厚、单壁厚、还是中间薄,对我们来说都是很大的考虑。 2. 轻量化设计手段
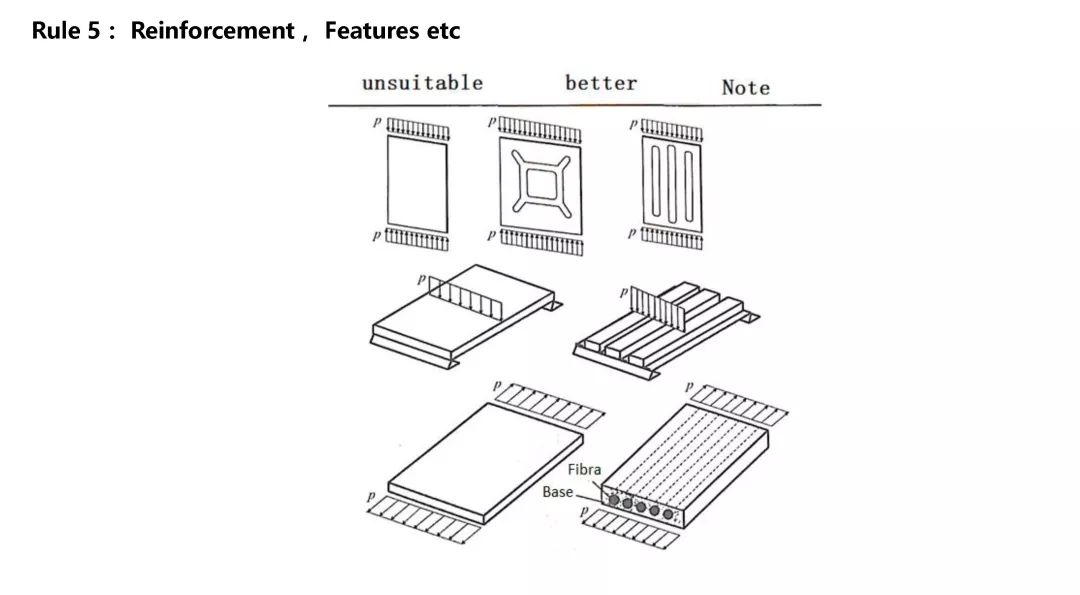
1)车身骨架轻量化 车身骨架最好是一个闭合的截面,形成封闭式,也就是所谓的“环状”路径。我们国家的商用车中,最不安全的是大巴,通常乘用车都有正碰侧碰柱碰等一系列碰撞试验,而大巴在法规上没有碰撞要求,只有一个翻滚实验。车的结构分为两大类:承载式车身和非承载式车身。承载式车身就是每个件承担一定的载荷,非承载式车身主要靠车架承担。绝大多数大巴都是非承载式车身,下车体非常结实,上车体支撑很差。怎么加强车身骨架支撑呢,我们就会做“环状”路径,在大巴的立柱1、立柱2,立柱3(相当于乘用车的A、B、C柱),地板、侧围、顶盖上用柱的方式加强,形成“环状路径”。 2)车身断面轻量化 第一,优化零件断面结构,增加断面刚度与强度。不同的铝合金,自然失效、人工失效,得到的效果和性能是不一样的。比方屈服强度是110兆帕,还是140兆帕,抗拉强度是240兆帕、还是280兆帕,两种材料都能用,手掰没什么区别,做成车身的时候,断面的结构,刚度与强度都是不一样的。 第二,改变零件承力力矩,缩小关键部位变形。假设两根柱子,一头一尾连接起来,如果他们的中心线不在一个面上就会产生力矩,发生扭转。 第三,增加吸能结构,改变材料强度搭配,是溃缩区域远离乘员,保护乘员安全。 3)零件搭接结构优化 零件的连接越来越重要,越是新的材料,对于连接的要求越高。比如传统钢材,可以用很简单的焊接。但碳纤维结构就需要胶粘了,在一致性上就有很多的问题。所以零件的结构优化,第一,增加传力结构搭接面接触面积,减小应力集中的现象,第二,缩小搭接边,配合先进连接工艺,实现减重。
3. 轻量化优化手段
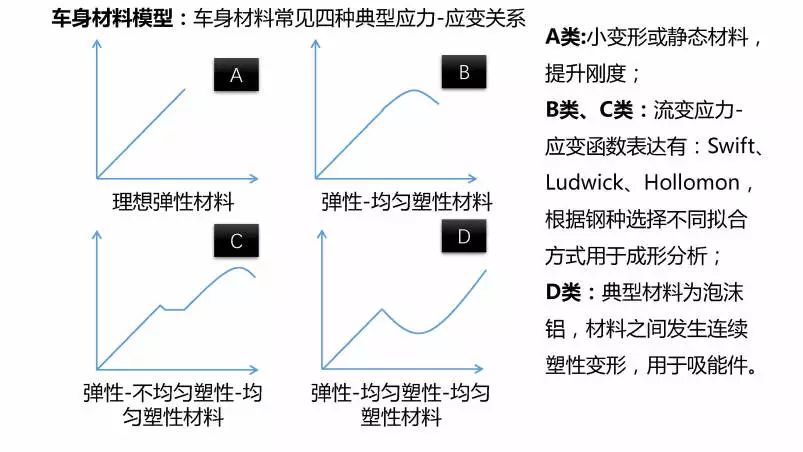
材料优化:从材料角度上来说有几个,材料模型、弹性。我们的工程师、产品设计工程师都需要熟悉。如果要做拉杆,要算刚度、强度。怎么做这些事,用哪些指标评价,怎么来选择材料,从这个角度上需要了解基础的数据。冲击载荷这些的计算很简单,把基本的材料参数输进去,计算出来,做一个对比,就可以知道哪种材料是最优化的,再把工程制造性加进去,选材就完成了。
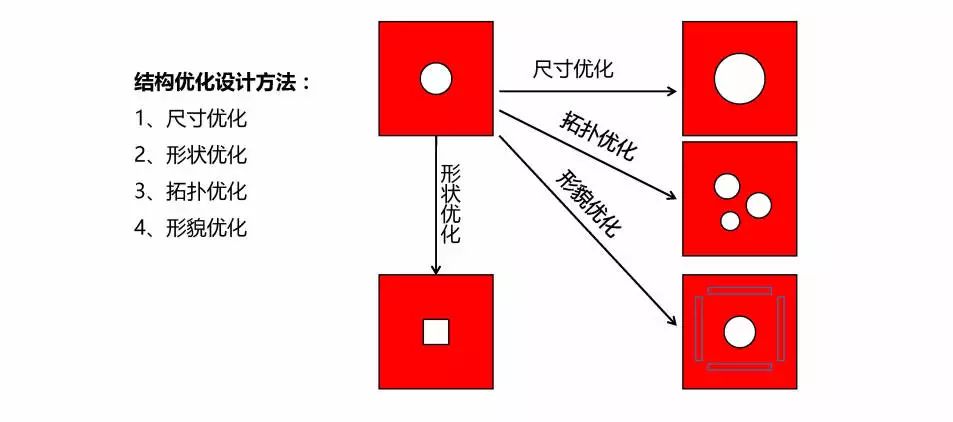
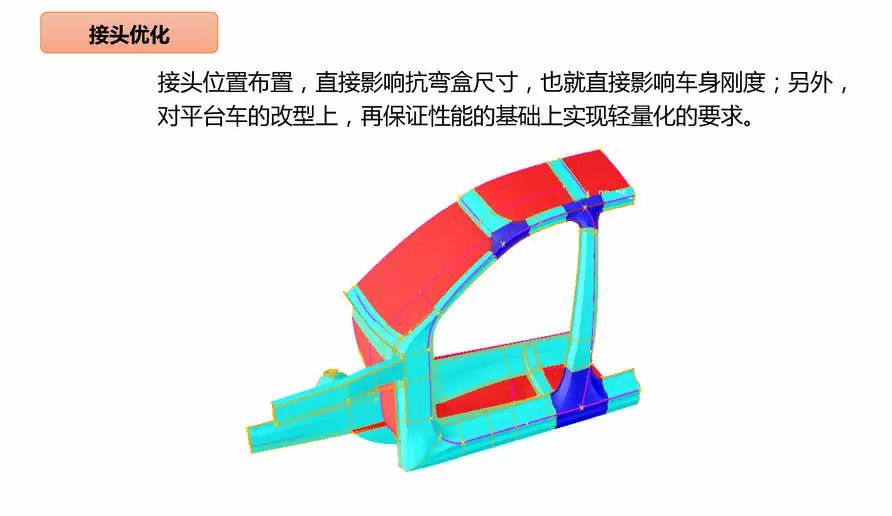
结构优化:结构优化的设计方法包括:尺寸优化、形状优化,拓补优化、形貌优化。接头也非常重要,现在做铝合金型材,做门窗都是非常有实力的供应商。门窗也是很大的学问,盖五层楼的房子和盖五十层楼的房子,窗户接头很关键。所以铝合金型材的优点在哪儿呢?它可以把结构做的非常复杂,而做这个很重要一点,接头。我们车也一样,一定会满足几个性能,我们通常讲的,弯曲刚度,车过坑的时候会扭转,所以它的弯曲刚度,刚度是抵抗变形的能力,所有这些东西取决于我们的接头,接头很重要。
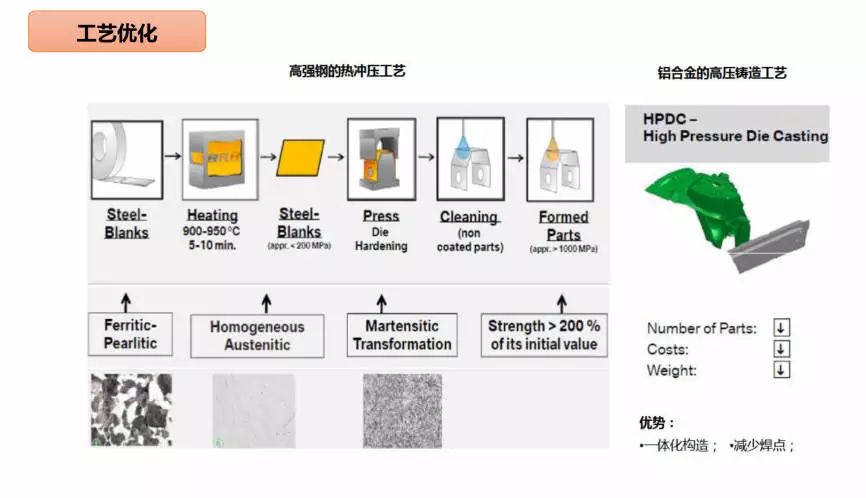
工艺优化:热成型工艺原理非常简单,就是把钢板加热到一定温度,快速的胀火即快速冷却,快速冷却以后就会形成了非常细小的片状马氏体,然后再处理出来,还有高压铸造。
接头优化:所有的机械式的连接有一个优点,并不是它的强度有多么高,而是它的一致性比较好。 |







请发表评论
全部评论
-

我要推荐轻量化专家
2030-12-01 | qccl
-

中国首个重点工业产品碳足迹数据
2026-06-18 | qccl
-

东丽重磅发布新款碳纤维产品,10
2026-06-10 | qccl
-

热气胀从技术探索到规模化量产
2026-06-03 | qccl

