注册后就可以查看哦!
您需要 登录 才可以下载或查看,没有账号?立即注册

x
【汽车轻量化在线】浅谈塑料翼子板涂装制造过程的若干问题
摘 要:从汽车环保、燃油经济性、驾驶动力性等方面出发,汽车轻量化的发展趋势将越来越明显,更多的塑料内外饰零部件将应用在整车制造过程中。文章将以塑料翼子板在涂装制造过程中的问题验证为主要方法进行塑料件涂装制造工艺的探索与经验总结,对今后汽车塑料零部件的涂装制造工艺方法提供一些经验借鉴。
关键词:汽车车身轻量化;塑料翼子板;涂装工艺;塑料零部件;涂装制造
引言
随着人类文明的发展,世界各国对环境保护问题越来越重视,其中汽车尾气排放的污染已成为其中一大课题。面对环境的持续恶化与政府持续加严的环保法规发布,世界各大汽车制造商将面临一场汽车技术革命的战争,这其中汽车轻量化技术的发展与应用将是一大重要领域。然而对于车身轻量化技术的研究与应用,各大汽车制造商均不约而同地从汽车车身的翼子板零部件开始着手。 目前,塑料越来越多地被应用在汽车相关部件上,并且呈现由内、外饰件向车身覆盖件和结构件发展的趋势。譬如现在已经由普遍使用的保险杠、车门内外护板发展到塑料发动机罩、顶盖、塑料翼子板等某些车身骨架构件。欧洲很早就对塑料翼子板进行了开发和研究,并已在部分车型上替代金属钣金投入使用。最近几年,有关新材料和新工艺不断出现,塑料翼子板已经在越来越多的汽车产品上得到应用,如RSA ClioII/Clio III/Megane II/Laguna II/Scenic II、PSA 307/ 807/C4、BMW 6系列/3系列/ NewX5、Nissan Tino 等等。从零件重量、投资以及成本三方面,将钢、铝和塑料材质的子板进行了对比(以钢制翼子板为基准),结果见图1(以年产量为10万辆份、生产生命周期为5年来计算)。显然,塑料翼子板的综合优势是比较明显的。 面对将传统白车身的金属材质翼子板替换为塑料材质的翼子板,在涂装制造工艺来说将是一次全新的探索之路。塑料翼子板也将是今后一个新的发展创新领域。

图1 不同材料翼子板对比
1 涂装塑料翼子板制造工艺流程概述
目前,涂装行业内较为常见的涂装工艺为3C2B工艺和B1B2工艺,本文将以3C2B涂装工艺为基础进行探讨研究塑料翼子板的制作工艺。按照传统的3C2B涂装工艺:前处理电泳→电泳烘干→电泳打磨→打胶→中涂喷涂→中涂烘烤→中涂打磨→色漆→预烘干→清漆→面漆烘烤→修饰→报交。其中电泳烘烤温度一般为:170℃,中涂烘烤温度:150℃,面漆烘烤温度:140℃。烘烤温度都在140℃以上。
按翼子板涂装制造工艺流程划分可以分为三种形式: (1)全在线工艺:翼子板在焊装白车身进行预安装后进入涂装进行全流程制造工艺,其中要经历高达至少170℃高温的烘烤变形,所以对翼子板材料的耐烘烤性及耐烘烤变形性有极高的要求,并且在完成喷漆修饰后还需要进行最后的翼子板安装调整工序进行间隙面差的调整后交付总装车间。制造流程如图2: 
图2 全在线工艺流程
(2)半在线工艺:翼子板在白车身电泳工艺完成以后及喷涂中涂漆以前进行装配完成,后续工艺跟随车身进行中面漆喷涂及烤房烘烤,要经历至少140℃以上的温度烘烤。并且在完成喷漆修饰后还需要进行最后的翼子板安装调整工序进行间隙面差的调整后交付总装车间。制造流程如图2: 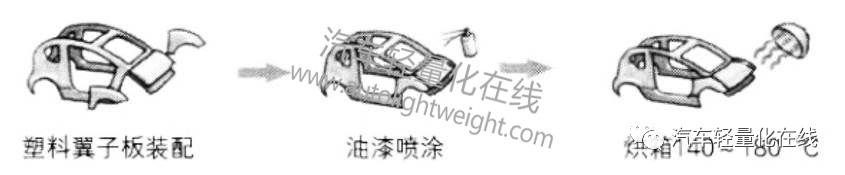
图3 半在线工艺流程
(3)不在线工艺:翼子板进行单独喷涂烘烤工艺制造后,与整车在翼子板安装调试工位进行一次装配。制造流程如图3: 
图4 不在线工艺流程
2 制造过程中若干问题的解决方案
我司塑料翼子板涂装制造工艺采用的是全流程制造工艺,并且我司是集团首家采用全流程涂装制造工艺的工厂,我们将面临诸多前所未有的工艺制造问题,本文将讨论在传统3C2B工艺下塑料翼子板的制作工艺中遇到的若干问题的一些解决方案。下表为各种材料的性能参数表。
表1 性能参数表

2.1 电泳烤房175℃高温烘烤下的翼子板与A柱电泳漆粘连问题2.1.1问题描述 全流程塑料翼子板制造工艺要求塑料翼子板要承受高达175℃高温的烘烤变形,在高温烘烤膨胀过程中塑料翼子板的膨胀导致与前门边缘和A柱会在电泳漆膜没有完全固化的状态下发生干涉蹭漆,后面导致在电泳打磨线体发现约40%的电泳漆黏连缺陷,甚至会出现电泳漆露底等严重问题。
2.1.2问题原因 (1)塑料翼子板在175℃高温烘烤下发生约5%膨胀变形;(2)塑料翼子板与前门外板焊装预安装间隙面差控制范围与塑料翼子板膨胀系数不匹配。
2.1.3解决方案 依据我司采用的塑料翼子板材料本体的性能参数、工艺参数的电泳烘烤条件、工装安装方式作为研究验证的基础数据,通过不断地过线优化验证,匹配一套最优的翼子板与A柱、前门外板的间隙面差可控范围值,再通过车型SOP前的不断验证优化过线,通过以上数据统计分析固化一系列产品参数、工艺参数来解决电泳漆黏连露底的问题。 2.2 塑料翼子板与机盖后角边缘蹭漆的问题2.2.1问题描述 在采用了塑料翼子板全流程制造工艺以后,经过面漆喷涂及经过140℃×25min高温烘烤以后,面漆下线整车在打磨抛光线体出现了大约62%的机盖后角蹭漆的问题,具体部位为翼子板后沿与机盖后角发生在高温烘烤变形后的膨胀干涉问题,严重影响整车一次合格率。
2.2.2问题原因 面漆喷涂完成后整车要进行约140℃温度的烘烤,而塑料翼子板在高温烘烤的变形下会与机盖后角发生膨胀干涉问题,从而导致面漆下线车身蹭漆缺陷频发。

图5 蹭漆缺陷
2.2.3解决方案 为了防止塑料翼子与机盖后角在高温烘烤变形下发生蹭漆的问题,需要从两零部件搭接位置的间隙面差入手进行控制,但是实际情况在控制了间隙面差的取值范围以后也会出现低频率的蹭漆问题,并且严格控制焊装预安装工艺尺寸范围也是难实现的事情,但是为了彻底解决根治蹭漆问题的发生需要在涂装进行一次改变该位置的现有状态的措施。将前机盖治具支撑杆由原来的22.5cm加高到43cm,机盖抬起以后机盖掀起角度由闭合变为29°,将机盖后角与翼子板前沿搭接间隙控制在了1cm以上,且不属于一个平面,彻底根治了蹭漆问题的发生,合格率达到了100%。 但是随即引发的一个新的问题便是机盖从水平状态变为抬起状态以后,机盖左右后角的抬起造成了遮挡翼子板前沿位置的遮蔽物,导致翼子板前沿清漆喷涂不上的缺陷。 2.3 塑料翼子板前角清漆虚喷的问题2.3.1问题描述 在解决了上述塑料翼子板与机盖后角蹭漆问题以后,随即引发了一个质量次生问题:塑料翼子板前沿位置边沿楞线上清漆少喷、虚喷的质量缺陷,并且该质量问题的发生频率为100%,严重影响整车的外观质量。
2.3.2问题原因 将机盖从水平状态抬起角度为30°以后,机盖后角的角度张大,后角边沿升起,形成了一个遮蔽翼子板前沿位置的金属遮蔽物,再加上翼子板材质为塑料材质静电吸附能力差,导致清漆喷涂时翼子板清漆喷涂被遮挡而产生清漆少喷、虚喷的问题。
2.3.3 解决方案 机盖在闭合状态下进行制造时,会出现机盖与翼子板蹭漆缺陷;将机盖抬起30°状态下进行喷涂时会出现翼子板后角清漆喷涂少喷的缺陷问题。为了解决二者之间的矛盾需要策划一套同时解决这两个问题的方案。经过现场工艺的不断验证与优化,我们在现有治具的基础下开发出了一套可以伸缩的治具工装,完成了“低喷高烤”的一套制造工艺流程,在色漆内外喷、清漆内外喷喷涂工位治具进行降低操作解决了翼子板前沿清漆少喷的问题;在流平工位将机盖工装升高解决了在烤房高温烘烤变形下的蹭漆问题。通过不断总结与优化完善了一套独创的“低喷高烤”的工艺流程。

图6 “低喷”状态

图7 “高烤”状态
3 结论
目前,车身塑料翼子板应用已经在整个涂装行业内很多基地工厂得到了广泛应用,但各主机厂仍处于未完全应用成熟阶段。随着未来车身轻量化的发展趋势,塑料零部件更多地应用在整车车身上,从塑料材质本身的性能特性与涂装高温制造工艺的固有特点来看,如何开发出更加完善的塑料零部件涂装制造工艺将是我们关注的一大热点议题。
来源:期刊-《汽车实用技术》;作者:王礼,李志伟,徐普杰,尚蛟鹏
(山西吉利汽车部件有限公司)
| 


 雷达卡
雷达卡 发表于 2020-11-11 17:32:40
发表于 2020-11-11 17:32:40
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶
