注册后就可以查看哦!
您需要 登录 才可以下载或查看,没有账号?立即注册

x
【汽车轻量化在线】高强钢在汽车轻量化应用中的制造性控制要素 来源:期刊-《汽车制造业》;作者:何鹏申 王肖英 严佳丽 张席席 (安徽江淮汽车股份有限公司技术中心)
汽车车身的轻量化主要从车身结构设计和材料的选择与替代两个方面着手。高强钢是目前应用最广、最成熟的轻量化材料。本文重点介绍了高强钢在汽车轻量化应用中的控制要素,及整车企业开展轻量化技术的研发建议。
当前,实现汽车节能减排的三条主要路径:一是发展新能源;二是推动动力总成电气化;三是降低整车阻力。汽车行驶过程需要克服的整车阻力主要包括滚动摩擦阻力、坡道阻力和空气阻力。除空气阻力外,滚动摩擦阻力、坡道阻力都与车重正相关,车越重,行驶阻力越大,牵引力需求越大,油耗或电耗和排放越高。
随着智能网联、新能源的快速驱动,使轻量化成为当下乃至未来汽车行业发展方向之一,无论是节能汽车,还是新能源汽车,重量的减轻意味着油耗、电耗的降低或续驶里程的提升(动力成本的降低)、减排及性能的直接提升(图1)。
相比于铝、镁及碳纤维等轻质材料,单纯在减重效果上高强钢不及前者,但高强钢处于材料生命周期的成熟期,其技术比较成熟、工艺成本低,同时兼顾安全性需求,而且安全性相较于轻量化和能耗更具优先级,因而在汽车轻量化发展中得到了非常广泛的应用。
高强钢在汽车轻量化应用中,通过产品设计、工艺设计、模具结构及现场调试四个要素对零部件的制造性进行控制(图2),以实现高强钢零部件稳健性、短周期和低成本的开发。
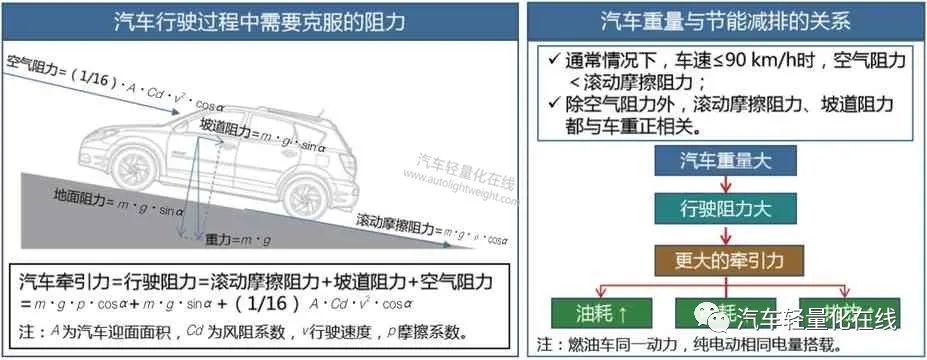
图1 汽车行驶特征分析 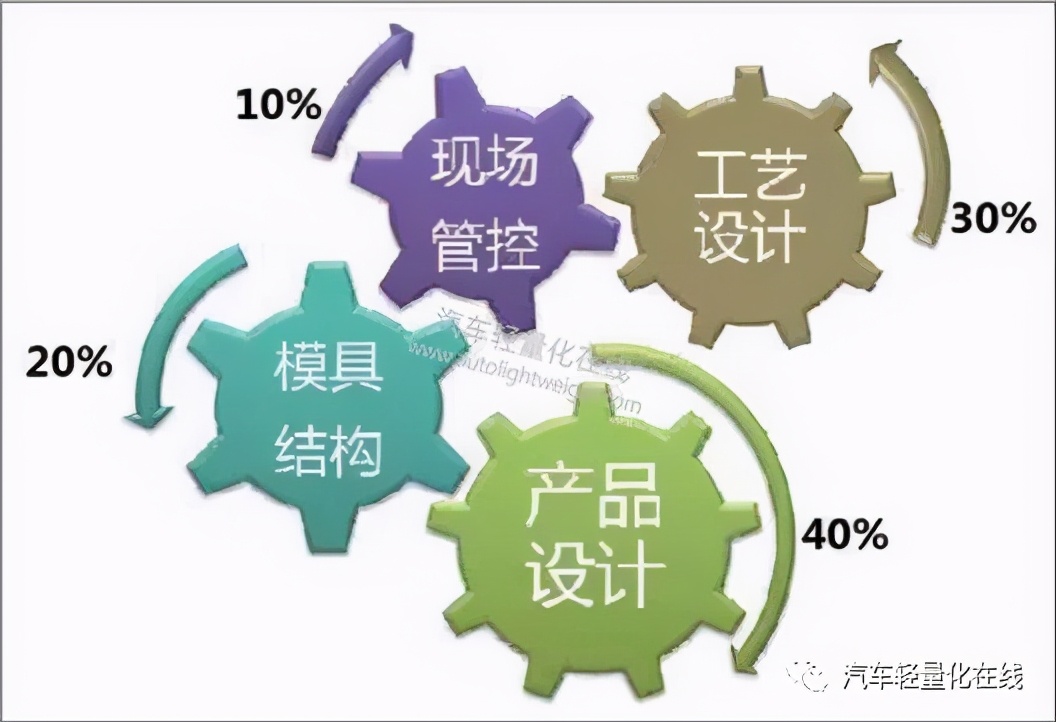
图2 高强钢在汽车轻量化应用中的控制要素
产品设计控制
产品设计直接决定了零部件工艺性优劣,好的产品设计可以实现高强钢零部件稳健性、短周期及低成本的开发。在产品设计控制上应遵循以下几个原则:
1)产品设计尽量简单,棱线平直,顶面为平面,实现更好的成形性(图3)。
2)过渡区尽量平缓,避免急剧的变形区(图4)。
3)避免产品压缩和拉伸变形区深度不一致(图5)。
4)通过产品加筋设计,增加刚度,减小回弹(图6)。
5)产品两侧壁夹角应在最好在10 °以上,便于成形和预留回弹量(图7)。

图3 产品结构棱线设计典例 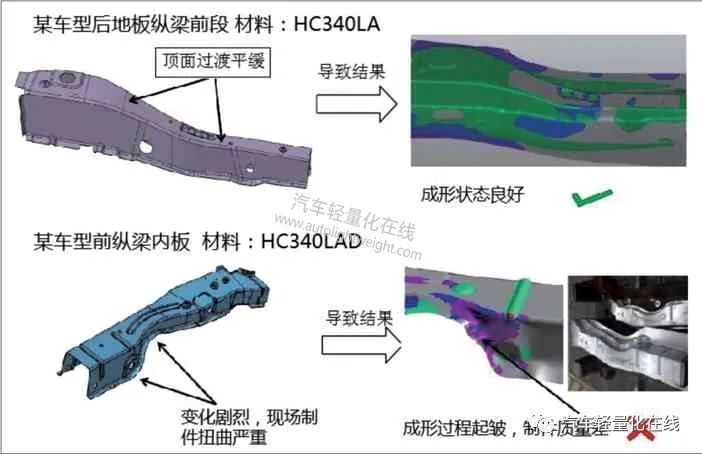
图4 产品结构过渡设计典例 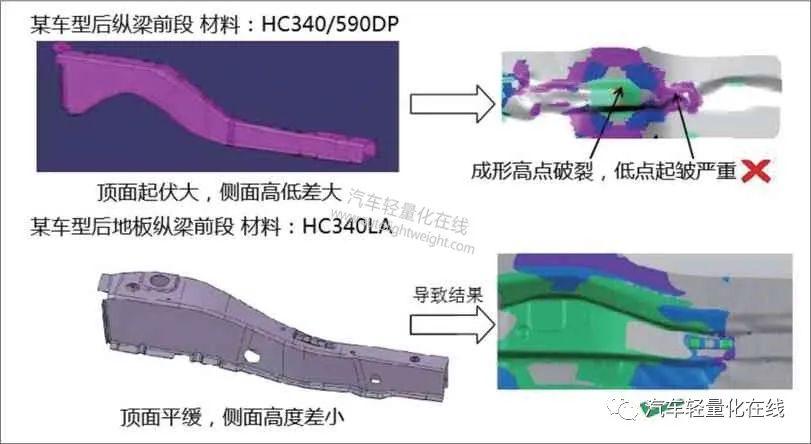
图5 产品结构压缩和拉伸变形区设计典例 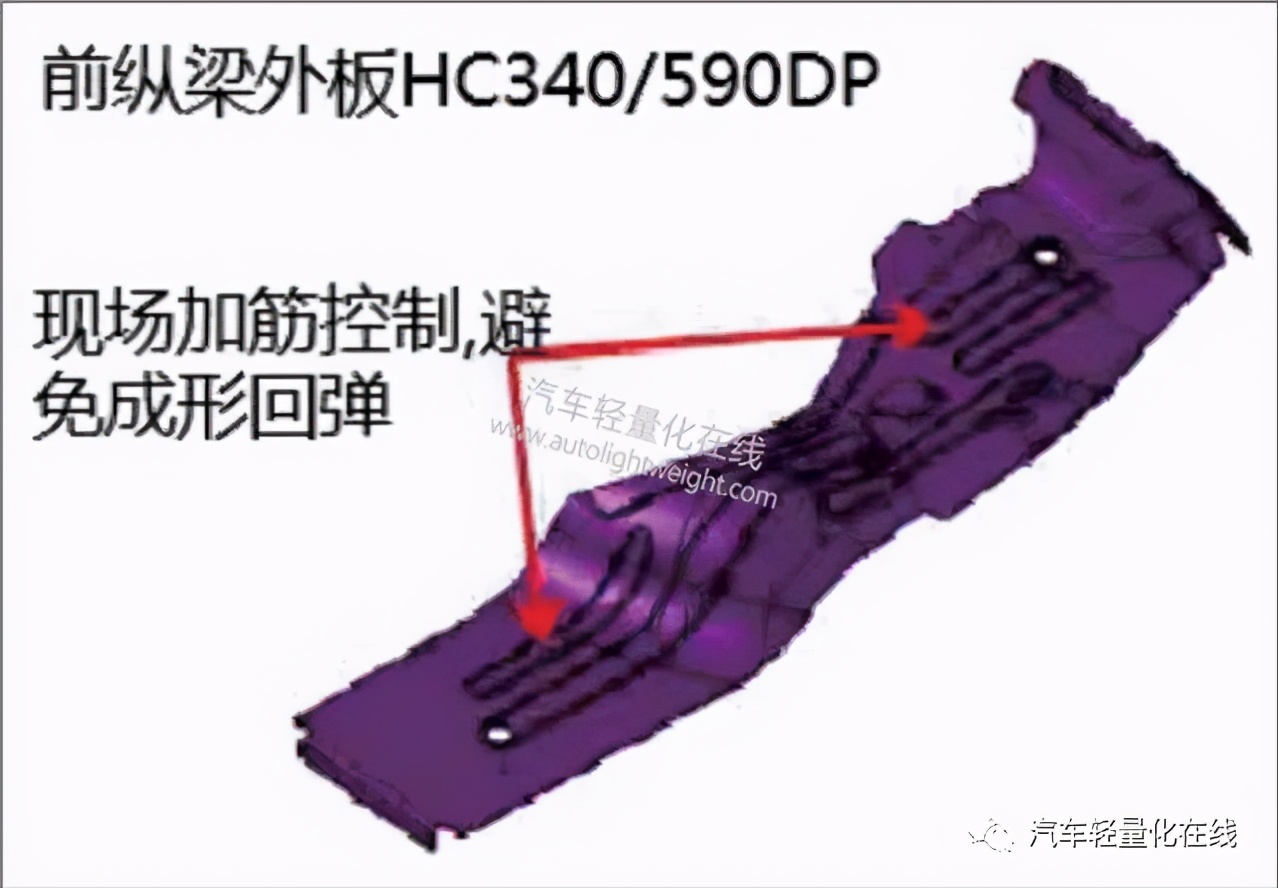
图6 产品结构加筋设计典例 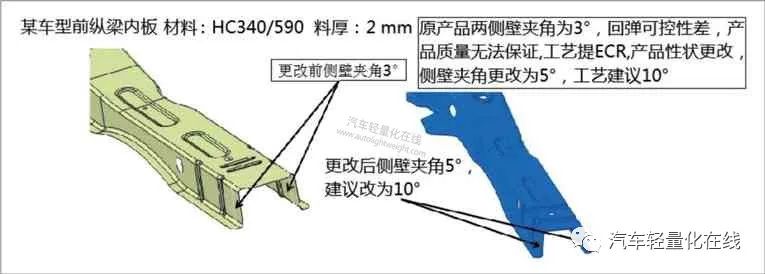
图7 产品结构侧壁回弹预留设计典例
工艺设计控制
好产品需要好的工艺搭配,高强钢比普通钢材更注重工艺设计的合理性。因为高强钢板的屈服强度高,加上拉延时产生的冷作硬化现象,后序很难翻边到位,过大的翻边量还会导致整个零部件型面的变形,后序整改很难达到制件质量要求,建议优选一次拉延到位后序只整形的工艺方案。
1)视产品形状,确定采用拉延或成形的正确方案(图8),保证产品质量和工艺精益性。
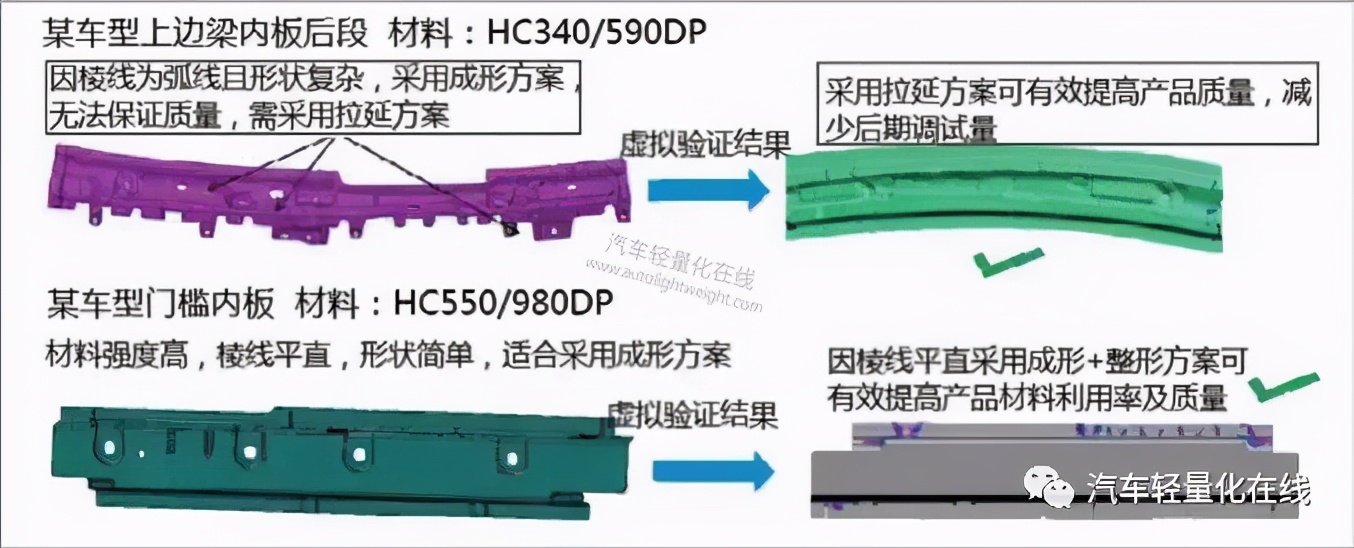
图8 工艺设计控制拉延或成形范例 2)高强钢零部件变形抗力大,成形后易回弹、侧壁弯曲,光靠拉延调整,无法保证产品质量,因此冲压工艺方案制定时要安排侧整工序(尤其是侧壁夹角小的零部件)。
3)热成形,通过加热炉将高强度硼合金钢板的坯料或预成形工序件均匀奥氏体化,再送入带有冷却系统的热成形模具内进行冲压成形,成形后进行保压+快速冷却淬火,使热成形工序件奥氏体充分转变成马氏体,实现零部件强度的强化硬化(“冲压硬化”技术)。
热成形具有以下优点:
①得到超高强度,提高车型的碰撞性能;
②成形后无回弹,零部件尺寸精度高;
③有效提高零部件的表面硬度及其耐磨性;
④集成度高,加强板数量减少,可有效控制成本;零部件成形性相对较好,可成形复杂形状零部件;
⑤ 降低压机吨位要求;
⑥ 降低冲压噪音声;
⑦ 实现更大程度的车身轻量化(减薄20%,减重20% ~30%)。
4)TRB 热 成 形 工 艺,将轧制的差厚热成形钢板加热至奥氏体化状态,保证材料充分奥氏体化—送入模腔内—快速合模成形,保压、冷却到100 ~200℃,使热成形件奥氏体转变为马氏体,实现冲压件充分硬化,获得强度在1 500 MPa左右的热成形冲压件。
TRB 热成形即坯料选用不等厚度板,后续加热和加热冲压与其他热成形处理方式一致。
①优点:结合了轧制板和热成形两种优点,具有性能差异分布、高强度高硬度的特点,提升安全性同时,实现轻量化设计。
②缺点:由于轧制后热成形,和常规TRB 相比强度偏高的焊接性较差,若为镀层板轧制,影响材料镀层进而影响零部件防腐性。
5)液压成形工艺,通过对管件充入高压液体使其涨形至模具形状,具备成形复杂零部件形状的能力,适用于高强钢和铝合金型材,有效减少零部件数量,达到轻量化目的。
①优点:解决复杂冲压件成形质量问题,实现轻量化设计,具有减少成形件数量和后续机械加工与焊接量、提高成形件的强度与刚度、减少模具数量、降低生产成本等优点;
②缺点:由于生产效率较低,阻碍了其在车身上的大量应用。
模具关键技术控制
为克服高强钢零部件成形缺陷,除从产品设计和工艺设计两个方面加以控制外,还可利用模具关键技术控制,主要从以下几方面进行控制优化:
1)利用CAE 成形分析预测高强钢成形缺陷,修模方案确认及敏感度分析。
2)为克服高强钢成形过程中的侧壁弯曲,在拉延及整形模具上做反向弯曲补偿。
3)扭曲严重的制件拉延或整形工序做反扭曲。
4)调整两侧拉延筋阻力及调压垫高度,减小成形后零部件扭曲。
5)成形模具凸模做空开,控制高强钢回弹;
6)模具镶块表面处理,由于高强钢板本身的特殊性,导致冲压模具受力条件恶劣,从而引起模具工作镶块的拉伤或板件表面的拉伤,造成成形缺陷,通过对模具进行涂层处理,提高产品质量。
模具现场调试
模具现场调试侧重于问题攻关及优化,保证高强钢生产的稳健性。主要从模具调试方案、板料形状尺寸、产品检测及制件状态分析及修正指导入手,具体流程如图9:
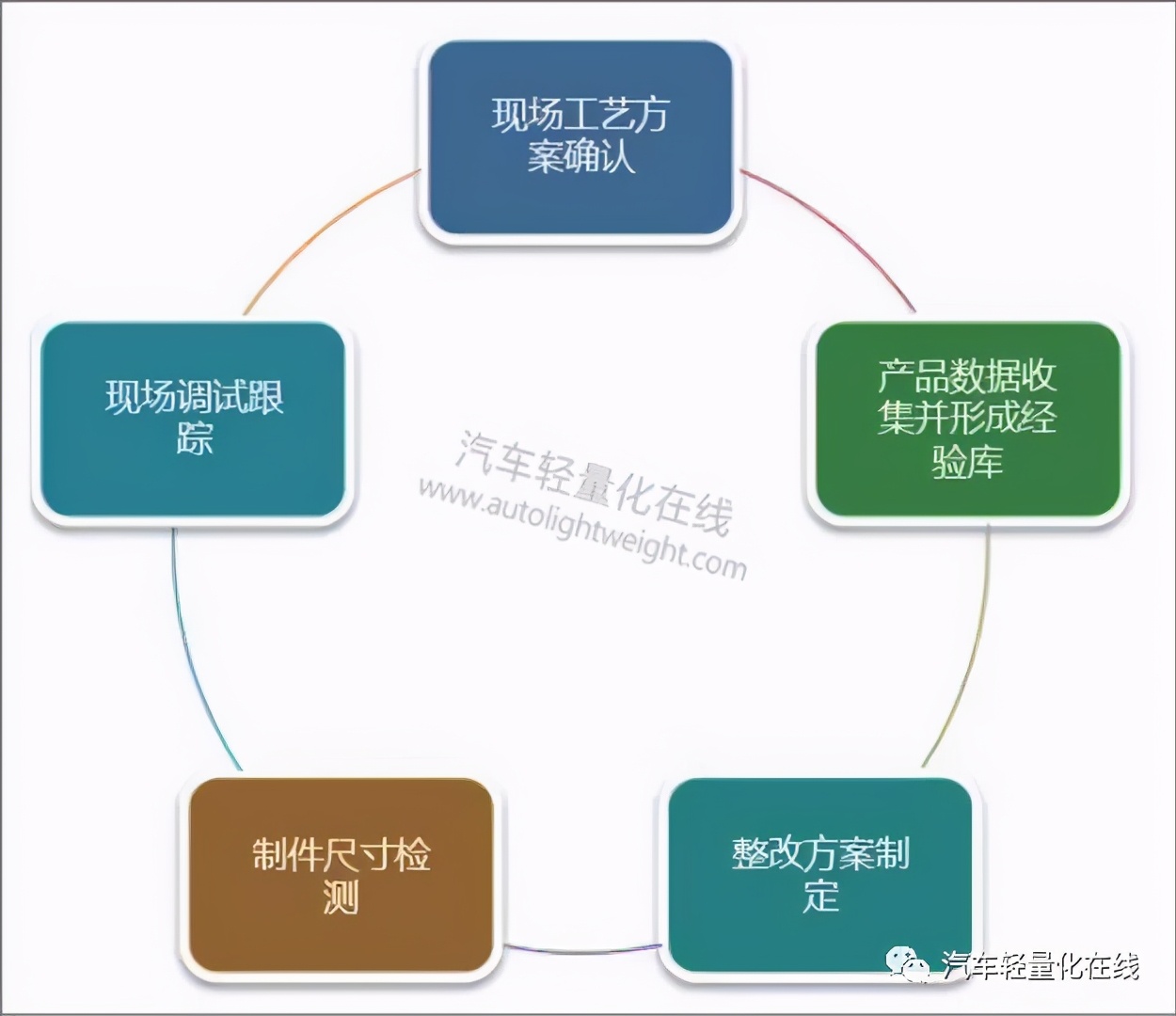
图9 模具现场调试流程环 1)确认冲压工艺方案是否与当初确定的工艺方案一致。
2)模具是否研合到位。
3)拉延筋是否与虚拟验证时一致。
4)拉延后坯料线是否与虚拟验证一致,不一致时调整。
5)检测成形后产品缺陷(回弹、扭曲量)。
6)制定拉延、整形调整方案。
7)调整制件合格后记录,放入经验库。
结束语
汽车轻量化的高强钢应用过程中,更注重前期(产品与工艺)的把控,通过产品设计、工艺设计、模具结构及现场调试四个要素对零部件的制造性进行控制,实现高强钢零部件稳健性、短周期和低成本的开发。与此同时,应持续完善高强钢制造工艺、应用问题经验数据库建立,形成高强钢零部件精益稳健的开发策略。
| 


 雷达卡
雷达卡 发表于 2020-12-18 10:25:48
发表于 2020-12-18 10:25:48
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 发表于 2021-1-4 15:03:18
发表于 2021-1-4 15:03:18


