注册后就可以查看哦!
您需要 登录 才可以下载或查看,没有账号?立即注册

x
【汽车轻量化在线】CFRP-钢超混杂结构共固化成型分析与优化 来源:期刊-《汽车工程》;作者:敬 敏1,龚友坤2,王智文1,刘永杰1,栗 娜1,宋增瑞2,宁慧铭2,胡 宁2
(1.北京汽车研究总院;2.重庆大学航空航天学院)
摘要:采用碳纤维增强聚合物(CFRP)-钢超混杂复合结构对某电动汽车B柱进行轻量化设计。由于不同材料性质的差异,导致成型过程中不可避免地会出现残余应力和固化变形,影响零部件的力学性能和尺寸精度。为此,本文中通过有限元法分析了CFRP-钢超混杂复合U型结构热模压共固化成型过程,其中复合材料固化过程采用CHILE预测模型。在保证成型效率的前提下,对固化工艺参数进行了优化。结果表明,通过工艺参数的优化可有效地减小CFRP-钢超混杂共固化成型U型结构的残余应力和固化变形。
关键词:汽车车身;超混杂复合材料;有限元法;固化变形
前言
电动汽车因电池质量大,进行整车的轻量化设计,减轻电池质量、延长电池的续航里程并提高车身主承力件的力学性能显得十分重要和迫切[1-3]。目前可用来减轻汽车质量的材料除了传统的铝、镁合金以外,还有应用愈加广泛的复合材料。随着科技的迅速发展,汽车领域中对零部件材料的疲劳性能、碰撞性能、损伤容限和成本等提出了更高的要求,为此人们开发了由金属和纤维增强复合材料复合而成的超混杂复合材料,如图1(a)[4]所示。这种材料具有金属和复合材料的优点,在兼顾成本的同时又具有高的比强度与比刚度、优良的疲劳性能和高损伤容限,同时相比单种材料具有更好的吸能特性[5]。通过适当的材料/结构设计,该材料既能用作板类覆盖零件又能用于梁/板等主承力零件,在汽车工业具有非常良好的应用前景。图1(b)为德国宝马公司推出的新7系的车身结构,它巧妙地将碳纤维复合材料通过模压的方式粘接在钢板上构成一个混杂复合材料结构,在保持优异的力学和碰撞性能的前提下质量减轻了130 kg,图1(c)为其中B柱。而我国在利用金属 复材超混杂材料进行汽车结构部件轻量化设计方面目前报道较少[6]。由于超混杂复合材料或结构由异种材料构成,材料性质的差异会导致成型过程中不可避免地出现残余应力和固化变形,影响零部件的力学性能和尺寸精度。因此,本文中从CFRP-钢超混杂材料在某电动汽车B柱的应用项目入手,利用有限元法进行了超混杂材料U型槽热模压共固化过程的分析和优化研究,为电动汽车车身结构件采用先进超混杂复合材料进行轻量化设计提供了有益的参考。

图1 代表性超混杂复合材料及其汽车零部件产品
1 CFRP-钢超混杂材料B柱设计
B柱为U形横截面薄壁梁结构,上下端通过焊接与车身连接。本项目中B柱整体仍采用钢,仅在需要增强的位置减小其厚度,并将CFRP粘贴到B柱外板内侧,在保证抗冲击性能的同时达到减轻质量目标,并选用热固性预浸料热模压工艺,通过胶结共固化实现CFRP与钢之间的连接。
1.1 B柱超混杂复合材料选用根据项目前期调研,超混杂复合材料中,钢为HC220YD镀锌钢板,其材料力学性能参数如表1所示。 目前碳纤维国产化已经取得了较大的成果,尤其是T300系列在性能和成本上已达到国际先进水平,且具备了应用到汽车结构件的条件。因此本项目采用国产T300/QY8911树脂基体单向带预浸料。表2和表3分别为拟采用的纤维和树脂基体材料参数。
表1 钢材料参数

表2 T300纤维材料参数

表3 QY8911材料参数

1.2 超混杂复合B柱固化成型数值模拟方法CFRP-钢复合结构B柱粘贴CFRP材料部位的几何特征为U型槽,粘接工艺为热模压共固化,即把钢B柱基材与尚未固化的CFRP预浸料通过胶粘剂(或预浸料树脂基体)在热模压设备中一次固化并胶接成一个整体构件的工艺方法。本项目中主要目标是考察CFRP-钢复合结构固化工艺参数,通过分析固化成型残余应力与固化变形的变化趋势,实现CFRP-钢复合结构固化工艺优化。基于此目标,本文中选择CFRP-钢复合结构U型槽为数值模拟对象,既达到项目目标,同时也很大程度减小数值分析计算量,节约分析时间。 由静力学与动力学结构优化分析给出的最优铺层设计方案如下:B柱的总厚度为1.8 mm,钢层的厚度为1.2 mm,CFRP的厚度为0.6 mm,共铺设4层,每层碳纤维单向带预浸料厚度为0.15 mm,铺层的顺序为(0°/45°/-45°/0°)。因此U型槽也采用相同的铺层。为准确描述固化过程中的传热和固化反应过程,CFRP-钢复合结构U型槽采用体单元建模,钢与CFRP的界面采用理想共节点界面,整个模型共有10 560个C3D8T 位移

温度耦合单元,12 627个节点,有限元模型如图2所示。

图2 CFRP-钢复合结构U型槽有限元模型
超混杂复合结构有限元模型中,钢采用各向同性弹塑性模型,材料力学性能参数如表1所示。针对CFRP的固化过程,目前已经有3种较为成熟的模型:弹性模型、CHILE模型和黏弹性模型。综合考虑该项目对模拟精度的要求和计算成本,本文中采用精度较高且广泛使用的CHILE模型[7]。由于树脂基体固化过程中模量这一关键参数受温度和固化影响,一般认为固化模型包括以下几个模块。
(1)热反应模块 复合材料制件内部的温度分布决定制件内部的固化程度。复合材料固化过程中的热传导过程需考虑树脂基体的固化反应放热: 
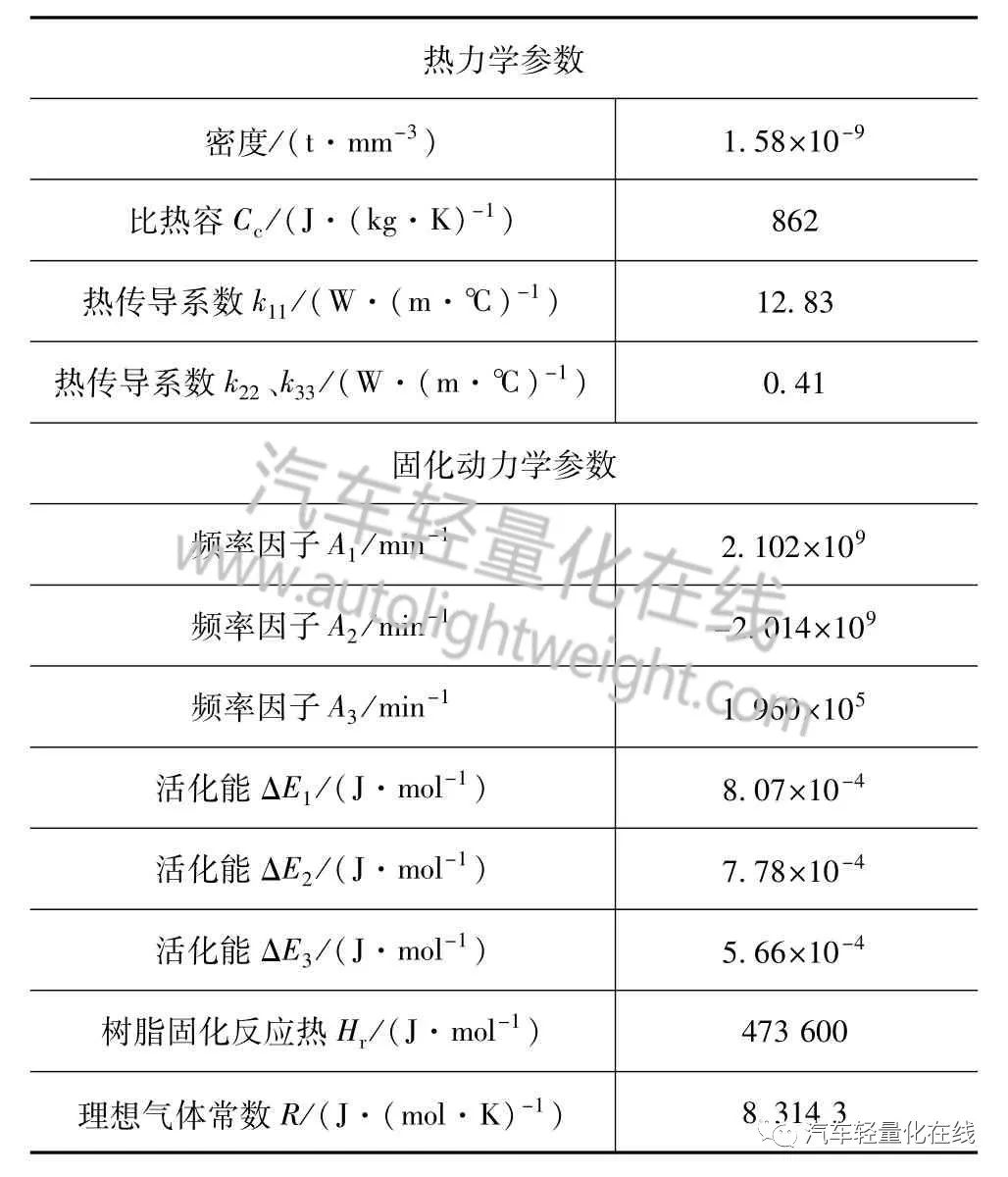
式中:ρc为复材密度;C c为复材比热容;λx、λy和 λz为复材x、y和z方向的导热系数;T为温度;t为时间;Q为热生成率。

式中:ρr为树脂密度;V f为纤维体积分数;H r为单位质量树脂固化反应释放的总热量;α为固化度;dα/d t为固化反应速率。
(2)固化动力学模块 树脂的固化反应是一个极其复杂的过程,大多数建立在一些经验模型的基础之上。不同树脂的表达式不同,本项目计算中固化反应速率采用如下经验公式: 
其中:

式中:Ki为自催化模型的反应速率常数;Ai为自催化模型的频率因子;ΔEi为自催化模型的活化能;R为理想气体常数。其中相关参数主要通过差示扫描量热(DSC)获得,具体参数见表4。
表4 T300/QY8911预浸料固化动力学参数
固化反应传热的初始条件为

(3)固化变形模块 在固化过程中,树脂一般经历3个阶段。随着固化反应的开始与进行,树脂的弹性模量从树脂没有发生固化反应的E m,0增加到完全固化时的E m,∞。假设树脂的弹性模量从凝胶点开始计算,记为αgel,mod,随着固化的进行,当树脂达到玻璃态时,弹性模量达到一稳定的值,记为αdiff,mod,因此树脂的弹性模量可以表示为
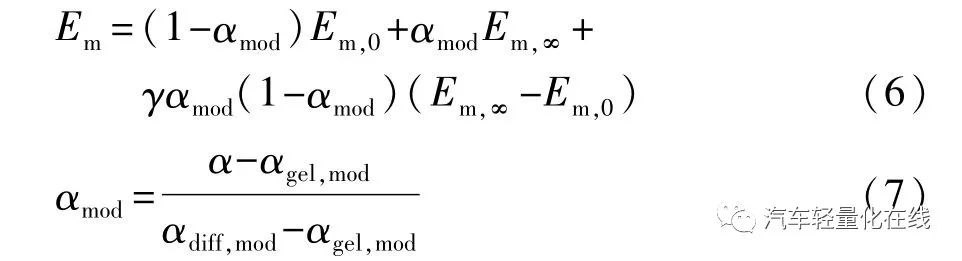
式中γ为一个无量纲参数,-kγ<1,代表着应力松弛和化学硬化之间的关系,在接近于完全固化前,固化率较低,此时,增加γ意味着弹性模量增加得更快。本文中,假设E m,0和E m,∞ 均为常数,γ=0,并且αgel,mod=0,αdiff,mod=1。 在固化过程中,纤维的材料参数假设不随温度和固化度的变化而变化;同时树脂的热膨胀系数和泊松比也设定为常数。
(4)化学收缩模块 将树脂基体化学收缩产生的应变等效地叠加在树脂基体热膨胀系数中,因此树脂基体总的等效热膨胀系数为 
式中:CTE r,e为等效的树脂基体热膨胀系数;CTE r为树脂基体热膨胀系数;V s为树脂基体体积收缩量;ΔT为固化过程中的温度之差。一般对于环氧树脂来说,化学收缩引起的体积收缩量为1% ~10%,具体取决于工艺参数和树脂体系,本项目中取3%。 结构在固化过程中产生的应变增量由化学收缩产生的应变增量和热膨胀产生的应变增量相叠加而成,即 
最后由纤维和树脂的材料参数,根据细观力学的方法,确定单层纤维增强树脂基复合材料的材料参数,并通过ABAQUS用户材料子程序接口编写横观各向同性材料本构,同时编写UEXPAN用户子程序表征随固化反应变化的正交各向异性热膨胀系数。其中本文中所用的纤维和树脂基体的材料参数如表2和表3所示,固化动力学部分参数如表4所示。 模型计算时,首先通过热

化学模型模拟复合材料制件的传热过程,计算单元每一节点在固化过程中温度、固化度值;其次,将计算得到的温度值、固化度值作为已知条件,利用CHILE模型计算复合材料制件内部的残余应力和后续的固化变形。整个仿真计算过程如图3所示。
1.3 算例验证
图3 固化变形数值模拟流程图
为验证上节中采用的仿真模型的准确性,采用文献中的实验数据进行验证。李君[7]针对复合材料T300/QY8911 T型整体化复合材料结构件固化过程固化变形和残余应力进行了计算,截面形状如图4所示;构件的整个宽度和长度均为200 mm;角材1的铺层为[-45/0/45/90/-45/0];角材2的铺层为[-45/0/45/90/-45/0];蒙皮的铺层为[45/0-45/90/45/0/-45/0]s;固化过程中的边界温度曲线如图5所示。材料T300/QY8911的参数见表2~表4。固化度计算对比结果如图5所示,计算比对结果如表5所示,可以看到本项目采用的仿真模型的模拟结果与文献中的计算结果基本一致,残余应力仿真分析结果与试验结果对比误差在15%以内,这验证了本项目所采用的有限元模型的准确性,可以用于本项目后续数值模拟分析。

图4 T型结构件的几何尺寸(单位:mm)
表5 AS4/3501-6预浸料未松弛时的材料参数


图5 T型件A点固化度对比
2 超混杂材料U型槽固化仿真与优化
从文献的调研结果知道,热模压工艺参数中对零件固化过程影响最大的是固化温度曲线,如图6所示。因此,本部分中主要对残余应力和固化变形进行仿真,以及对固化工艺参数(升温速率K1,保温时间T,降温速率K2)进行优化。 
图6 固化温度曲线和优化工艺参数
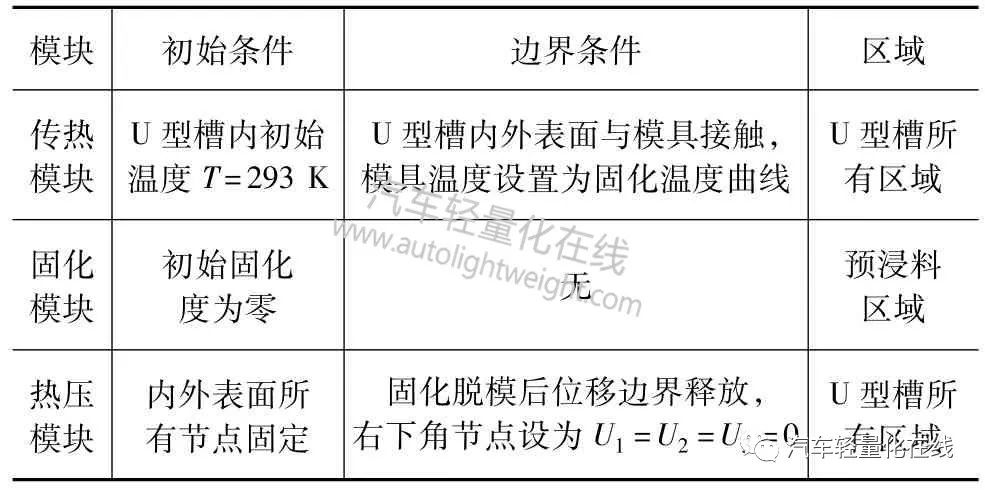
2.1 初始条件和边界条件根据项目中的热模压共固化成型工艺,该仿真模型的初始条件与边界条件如表6所示。 表6 初始与边界条件
2.2 残余应力与固化变形仿真结果2.2.1 残余应力 升温速率K1为3℃/min、保温时间T为87 min(5 200 s)、降温速率K2为3℃/min条件下,固化分析步和脱模分析步结束后的残余应力计算结果分别如图7和图8所示。

图7 固化分析步结束时残余应力结果

图8 脱模分析步结束后残余应力结果
由图可知,固化分析步结束时的残余应力计算结果为81.99 MPa(图7),脱模分析步后的残余应力为74.34 MPa(图8),应力有所降低,初步说明分析结果合理。固化结束时,由于工件还处于模具内,无法发生变形,固化过程产生的应力还未得到释放;脱模后,失去模具的限制,工件可以自由变形,内部残余应力可以得到一定程度的释放。
2.2.2 固化变形 升温速率K1为3℃/min、保温时间T为87 min(5 200 s)、降温速率K2为3℃/min时的固化变形计算结果如图9所示。由图可知,工件从模具内取出,表面节点的位移约束解除,工件可以自由变形,固化过程内部产生的应力得到释放,导致工件产生翘曲变形。 
图9 脱模分析步结束后固化变形结果
2.3 固化工艺参数优化工艺参数优化过程如下:首先优化保温时间T和降温速率K2,最后采用前步中最优的保温时间T和降温速率K2继续优化升温速率K1。本文中研究为项目的预研阶段,主要为超混杂复合材料B柱的固化成型工艺参数选择提供定性的参考,所以每一个参数设置3个数值,既能提供不同工艺参数的影响趋势,同时也降低了成本。 不同保温时间、不同降温速率下的计算结果如表7和表8所示,分别为脱模分析步的残余应力和脱模分析步的固化变形。
表7 残余应力计算结果 MPa
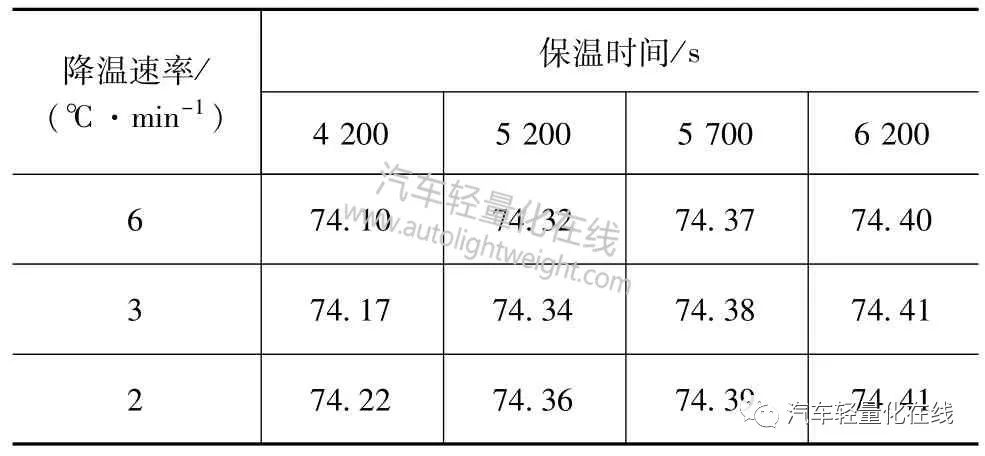
表8 固化变形计算结果 mm
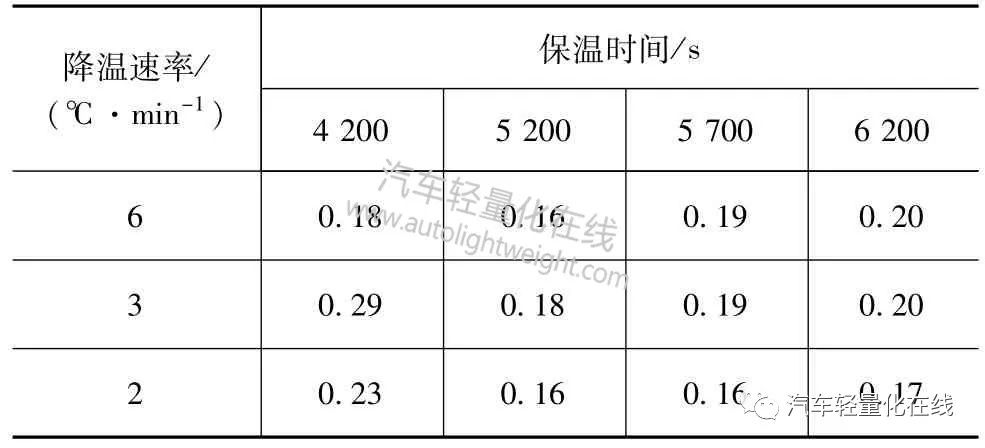
为了更直观地看出不同保温时间T和降温速率K2条件下的计算结果规律,将表7和表8绘制成曲面图,如图10和图11所示。从图中容易看出,不同的保温时间T和降温速率K2对固化过程产生的应力影响较小,不同残余应力之间最大差异也小于1%,所以在后续优化过程中将残余应力作为优化的次要目标,将固化变形作为工艺参数优化的主要目标。

图10 残余应力曲面图
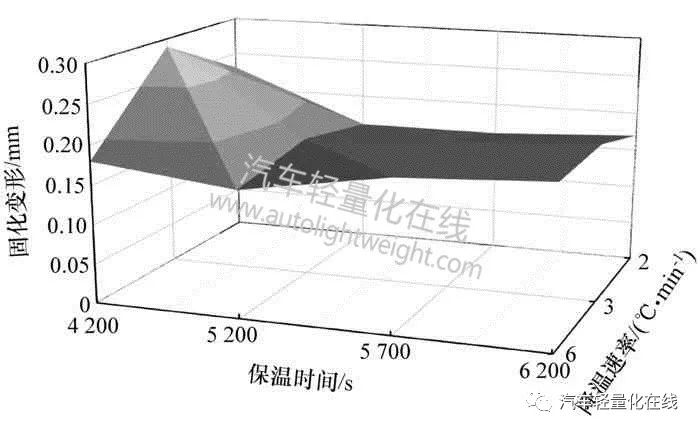
图11 固化变形曲面图
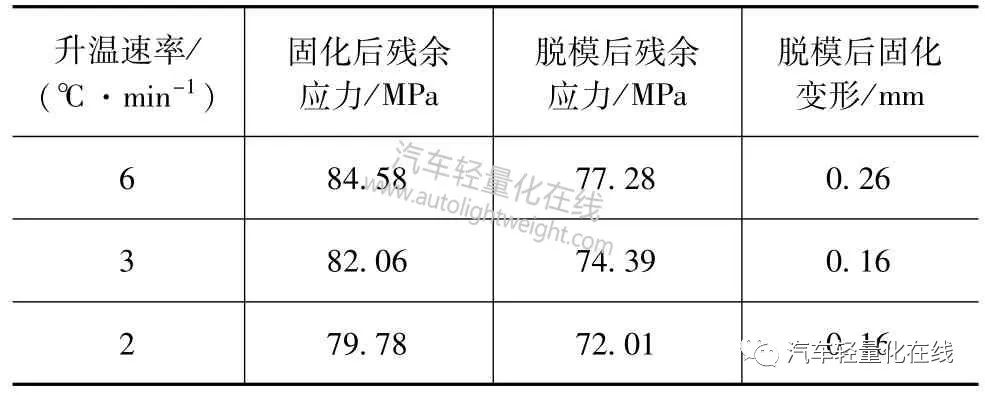
从图11中可以看出,随着降温速率K2的下降,固化变形也有下降的趋势,但保温时间T对于固化变形的影响趋势却并非单调递增或递减。在保温时间T小于5 200 s时,随着保温时间的增加,固化变形减小;当保温时间T大于5 200 s时,随着保温时间的增加,固化变形又显示出上升趋势。因此,最佳保温时间宜选取在4 200~5 700 s之间。 从以上的计算结果中选取固化变形最小的工艺参数(保温时间T为5 200 s,降温速率K2为2℃/min)作为优化升温速率K1的基础,计算结果如表9所示。由表可见,总的趋势是,随着升温速率的下降,固化变形和残余应力都降低。因此,可通过降低升温速率的方法减小制件回弹。但升温速率从3缩短为2℃/min时,残余应力继续降低而固化变形不再减小,因此,升温速率2或3℃/min的选择,存在提高效率和减小残余应力与制件回弹之间的矛盾,最终宜视两者的权衡来确定。
表9 不同升温速率下的残余应力和固化变形计算结果
3 结论
(1)本文中针对超混杂复合材料B柱热模压共固化残余应力与变形问题,采用基于现象的CHILE模型表征树脂基复合材料的力学特性,通过与文献中的实验数据对比,验证了所提出的模型具有较高可靠性。 (2)建立了超混杂复合材料U型槽固化残余应力三维有限元模型,并针对固化温度曲线进行了优化。结果表明,不同的保温时间T和降温速率K2对固化过程产生的应力影响较小;相比保温时间T和降温速率K2,升温速率对固化过程的影响较大;随着升温速率K1和降温速率K2的下降,残余应力和固化变形也有下降的趋势,但当下降到2℃/min以后,影响减弱。 (3)从研究结果可见,热模压共固化工艺成型超混杂复合材料B柱的制造方法具有可行性,可为高强轻质汽车承载零部件的设计与分析提供一定的技术支持与参考。
| 


 雷达卡
雷达卡 发表于 2020-11-9 10:17:44
发表于 2020-11-9 10:17:44
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶
