注册后就可以查看哦!
您需要 登录 才可以下载或查看,没有账号?立即注册

x
易红亮 ,1,2, 常智渊1, 才贺龙1, 杜鹏举1, 杨达朋1 ,1,2, 常智渊1, 才贺龙1, 杜鹏举1, 杨达朋1 1.东北大学轧制技术及连轧自动化国家重点实验室 沈阳 110819 2.育材堂(苏州)材料科技有限公司 苏州 215123
摘要
轻量化是支撑汽车电动化和智能化的重要赋能技术之一。抗拉强度为1500 MPa的热冲压成形用硼钢(22MnB5)是目前最经济有效的车身轻量化技术解决方案,而汽车工业对轻量化需求的日益提高正引领热冲压成形钢向着更高强度、更高塑性及更高断裂应变的方向发展。本文首先分析了车身轻量化对碰撞过程中构件变形抗力和断裂抗力的要求,解释了强度与塑性及断裂应变等材料的力学性能参量对碰撞变形抗力和断裂抗力的影响,然后介绍了作者及其他研究人员在研究开发更高强度、更高延伸率、更高断裂应变的新一代热冲压成形钢的最新进展:(1) 提出了一种新的强韧化方法,在热冲压成形钢的马氏体基体组织内引入大量纳米级的VC析出物,从而在获得2000 MPa强度的同时保持了与常规1500 MPa热冲压钢22MnB5相当的延伸率和断裂应变。(2) 在热冲压成形钢的微观组织中引入残余奥氏体,利用相变诱导塑性效应显著提升热冲压成形钢的延伸率;具体的工艺实施途径包括模具外淬火-配分工艺、淬火-闪配分工艺、淬火-回火配分工艺等。(3) 介绍了热冲压成形钢的新一代Al-Si镀层技术以及Al-Si镀层板断裂应变改善方面的最新研究进展;通过降低Al-Si镀层与钢板基体之间的合金化扩散来减少界面C富集,从而达到显著提高Al-Si镀层热冲压成形钢断裂应变的目的。 关键词: 轻量化 ; 热冲压钢 ; Al-Si镀层 ; 延伸率 ; 冷弯角 ; 断裂抗力
随着国家对汽车行业节能减排要求的不断提高,轻量化已经成为汽车行业的重要发展趋势。研究[1]表明,汽车质量每降低10%,可节省燃油消耗6%~8%。车身轻量化是在保证汽车碰撞安全性的前提下通过高强度材料或低密度材料的使用和车身结构的优化来降低车身重量。钢铁材料因其强度高、生产和回收成本低等优势,占车身材料的比重一般在60%以上,并且在短期内具有不可替代的作用[2]。目前,用于冷冲压成形的先进高强度钢和用于热冲压成形的压力淬火硬化钢均可冲压成形为各种具有复杂形状的三维结构的车身零件,材料的高强度、良好的延伸率和断裂应变赋予了构件良好的碰撞变形抗力和断裂抗力,已经成为汽车车身结构件的最主要材料。
冷冲压成形是指在室温下进行冲压成形,要求材料在室温和不同应力状态下具有良好的塑性变形能力以冲压成复杂形状零件。为了实现1000 MPa以上高强度钢的冲压成形,全球正致力于开发超高延伸率的第三代先进高强钢,如中锰钢、淬火-配分(Q&P)钢和δ-相变诱发塑性(δ-TRIP)钢等。这些新型高强度钢的抗拉强度可以达到1000~1200 MPa,同时能确保延伸率达15%~40%,相比于双相钢、低合金TRIP钢等而言,强度和延伸率均有大幅度的提升[3]。但是材料强度提升必然造成模具磨损严重、回弹大、成材率低等问题,且第三代先进高强钢面临着冶炼、生产工艺稳定性等多方面因素限制,除了980和1180 MPa级的Q&P钢外,其余技术尚未实现大规模的工业化生产和应用[4]。
热冲压成形是指将钢板加热至奥氏体化状态,在高温下进行冲压成形并在模具内快速淬火生成马氏体的一种零件成形方式,这种先成形后硬化的工艺过程完美地解决了强度与成形性间的矛盾[5]。具体工艺:零件板坯首先在加热炉中加热至约930 ℃形成均匀的全奥氏体组织,机械手将其转移至压机,合模冲压时其温度为700~800 ℃,冲压成形时为全奥氏体状态,抗拉强度约200 MPa、延伸率高于40%。模具中的冷却水系统维持模具表面温度为50~100 ℃,冲压成形的同时通过模具导热淬火形成全马氏体组织。最后零件装配完成后白车身进行涂装烘烤,在150~180 ℃保温10~20 min,该烘烤过程对零件进行低温回火,使该马氏体组织的高强度钢同时兼具良好的延伸率和断裂应变,确保其拥有良好的变形抗力和断裂抗力。热冲压钢强度高于冷冲压用第三代先进高强钢,且回弹小,成材率高,所以热冲压钢的产量及其在汽车白车身上应用的比例越来越高[6]。目前工业应用的热冲压钢主要为22MnB5钢,抗拉强度约为1500 MPa,延伸率为5%~7%。为达到更好的汽车轻量化效果,相关研究人员正在对更高强度、更高延伸率、更高断裂应变的热冲压钢进行探索,以赋予热冲压成形构件更好的碰撞断裂抗力。
本文首先分析了构件碰撞断裂抗力对热冲压钢力学性能的要求,然后总结了作者以及其他研究人员在更高强度、更高延伸率、更高断裂应变的热冲压钢方面的研究进展,最后介绍了热冲压钢Al-Si镀层技术的新发展及最近在提高热冲压Al-Si镀层板断裂抗力方面的技术突破。
1 汽车轻量化对热冲压钢强度与延伸率及断裂应变的要求为保证碰撞安全性,汽车构件需要有足够的抵抗碰撞入侵的能力,以确保构件在允许的范围内变形,防止乘员受伤,同时依靠良好的变形能力吸收碰撞带来的能量。Akisue和Usuda[7]研究指出,钢板抵抗碰撞入侵力(Fav)和抗拉强度(σU)、钢板厚度(t)呈正相关:
Fav=K⋅E0.4⋅σU0.6⋅t1.8
(1)
式中,K为常数,E为弹性模量。由式(1)可知,在保证原有吸能性的前提下,可通过提升材料的强度实现零件的减薄。式(1)在20世纪90年代提出,不包含与断裂相关的延伸率和断裂应变等参量,当时汽车应用的钢板抗拉强度普遍低于800 MPa,此时,钢板具有优异的延伸率和断裂应变,可保证在侵入量允许的范围内不发生灾难性的断裂(比如碎片飞出或者断口移动距离较大而伤害到乘员),因此,材料强度决定的构件变形抗力是主导构件碰撞性能的唯一力学性能参量。以此类推,当使用强度达到1500 MPa的热冲压钢来取代800 MPa钢可实现20%以上的减重;如果强度达到2000 MPa,取代1500 MPa的钢可进一步减重10%~15%。因此,研发强度达到1800 MPa以上的新一代热冲压钢是持续实现车身轻量化的关键材料创新技术。
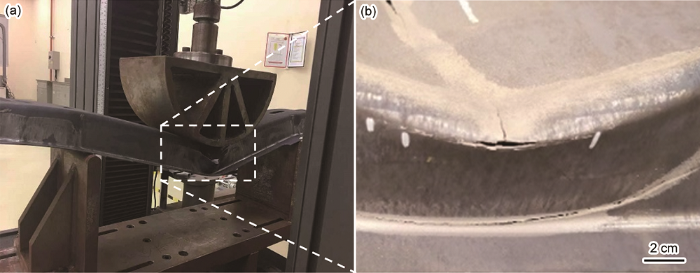
通常来讲,钢板的延伸率和断裂应变随着强度的升高而降低。较低的延伸率和断裂应变会导致构件因局部应变超过材料断裂所允许的最大应变而发生开裂,如图1所示。对于强度超过1500 MPa的热冲压钢来说,除了强度和厚度外,其构件抗碰撞性能还与其断裂抗力有关,因此,该类材料的强度、延伸率和断裂应变均是决定其断裂抗力的关键力学性能参量。材料的延伸率与其加工硬化能力正相关,较高的加工硬化能力可提高均匀延伸率延迟颈缩的发生,从而提高总延伸率。例如,双相(DP)钢和TRIP钢分别因双相效应的应力分配与TRIP效应提高了材料变形过程中的加工硬化率,从而赋予其良好的均匀延伸率。高的延伸率和加工硬化能力可以延迟零件在碰撞压溃过程中局部应变集中的开始,类似于延迟拉伸过程中颈缩发生的机理,从而提高零件的断裂抗力。通用汽车公司的有关研究[8]证实了中锰热冲压钢的延伸率提高到10%能够将压溃吸能提升20%。因此,提高延伸率是热冲压钢发展的关键目标之一。
图1
图1 汽车零件弯曲压溃吸能实验
Fig.1 Bending crush energy absorption test of automobile parts
(a) device (b) crack extension of the hot stamped part by crush
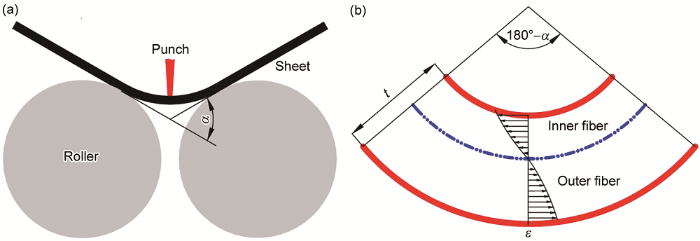
绝大多数汽车车身结构件在碰撞过程中发生弯曲变形,此时构件的变形状态接近平面应变弯曲。已有研究[9,10,11,12]表明,热冲压钢构件的碰撞性能与其平面应变下的弯曲性能有关。在德国汽车工业协会制定的VDA 238-100三点尖弯曲测试标准[13]中,发生弯曲变形的钢板宽度远大于其厚度,且弯曲冲头半径极小,导致钢板同样承受平面应变的应力状态。正因如此,当前汽车工业界普遍采用该方法来快速衡量热冲压钢的断裂应变。图2a为VDA 238-100弯曲示意图,其中α为弯曲角。在弯曲过程中,材料内层承受压应力,材料外层承受拉应力,如图2b所示。当弯曲载荷达到峰值时,材料外表面受拉应力影响开始出现裂纹,此时的弯曲角亦达到最大值(即最大弯曲角αmax)。由于αmax可以评价材料弯曲性能,因此在国际上许多汽车企业都将αmax与拉伸性能作为衡量材料力学性能的指标。除此之外,当弯曲角为αmax时,材料外表面所受应变达到其在平面应变条件下不发生断裂时所能承受的最大应变值,即弯曲断裂应变。相比αmax而言,弯曲断裂应变(αmax对应的材料外表面等效应变)更直接地评价材料在平面应变条件下的断裂极限,同时该结果可直接作为材料的断裂极限应变用于整车CAE (computer aided engineering)碰撞分析,并成为判断构件是否发生碰撞断裂失效的重要参量。较高的αmax象征着该材料具有更高的弯曲断裂应变。因此,提高热冲压钢的αmax也已成为当前热冲压钢发展的关键方向之一。
图2
图2 VDA 238-100弯曲示意图与弯曲过程中的厚度方向应变的分布
Fig.2 Schematics of VDA 238-100 bending process (a) and strain state during bending (b) (α, t,ε represent bending angle, sheet thickness and principal strain in the circumferential direction, respectively)
若保证相同的吸能效果,热冲压钢可通过以下3种途径提高构件变形抗力及断裂抗力以实现零件的减薄:(1) 在延伸率及断裂应变不降低的前提下提高强度;(2) 在强度和断裂应变不降低的前提下提高延伸率,延迟构件局部应力集中,提高碰撞性能;(3) 在强度和延伸率不降低的前提下提高弯曲断裂应变。针对第(1)种途径,本文作者在热冲压钢中添加V微合金元素,在保证其断裂应变的同时大幅提升了热冲压钢的强度[14,15]。针对第(2)种途径,本文作者及其他研究人员借鉴了冷冲压用第三代先进高强钢的相关概念及物理冶金机理,在热冲压钢设计中引入Q&P思想[16,17,18,19,20,21]或采用中锰成分[22,23,24]进行热冲压方面的探索,利用变形时残余奥氏体的TRIP效应大幅提升了热冲压钢的延伸率。为了避免热冲压时钢板表面产生氧化铁皮,通常在钢板表面涂镀Al-Si镀层,本文作者[25]针对Al-Si镀层容易导致热冲压钢断裂应变不足的问题,研究了Al-Si镀层对热冲压钢断裂应变与抗延迟开裂的影响机理,并开发出改善Al-Si镀层热冲压钢断裂应变的技术,以满足第(3)种途径热冲压钢减重需求。以下将分别详细介绍上述方面的研究进展。
| 


 雷达卡
雷达卡 发表于 2021-8-5 10:03:57
发表于 2021-8-5 10:03:57
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶
