注册后就可以查看哦!
您需要 登录 才可以下载或查看,没有账号?立即注册

x
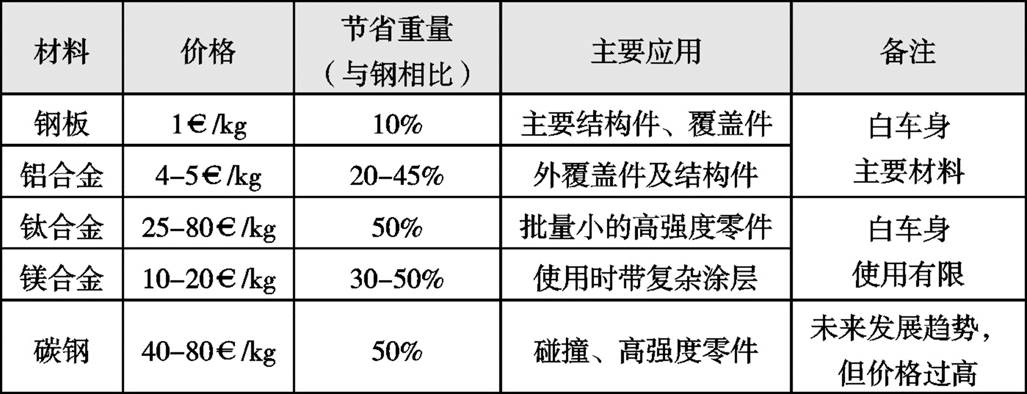
【汽车轻量化在线】汽车白车身轻量化-铝板技术的应用曹晨华,才佳,张一闯 (一汽-大众汽车有限公司天津分公司,天津 301500) 摘 要:随着环境污染、能源消耗日益加剧等问题的出现,汽车制造业对汽车车身的轻量化提出了更高的要求。铝板技术的应用在最大的程度上降低了轿车车身重量,对汽车轻量化做出了巨大的贡献。文章介绍了铝板技术的优缺点,并结合所在单位铝板技术的应用,阐述了铝板材料的存储、冲压加工和铝板零件返修过程中的注意事项等问题。 关键词:车身;轻量化;铝板;冲压 前言随着环境污染、能源消耗日益加剧等问题的出现,汽车制造业对汽车车身的轻量化提出了更高的要求。无论是整车厂还是零配件供应商都在尝试采用各种方式降低车身重量,如采用新材料、新的加工工艺等。对于白车身的减重而言,目前常用的技术如采用铝板、激光拼焊板、TRB、热成型、液压成形、以及高强钢,在降低车身重量的同时,也保障和提高了车身的安全性能。其中综合比较成熟技术中,铝板技术的应用在最大的效果上降低了轿车车身重量,对汽车车身轻量化做出了巨大的贡献。 各种材料对车身减重的贡献见表1所示。 1 铝板在汽车制造中的优缺点概述奥迪公司是最早采用铝合金材料做车身材料的整车厂,其中Audi A8全铝车身达到了创纪录的 546kg铝件,质量减轻15%,耗油量降低5~8%。秉承奥迪的造车理念,铝合金材料在一汽-大众的汽车制造中被广泛的应用在翼子板、门板、发动机罩和行李箱盖等重要零件上。 1.1 铝板存在一定的缺点1.1.1 成形性差 钢板与铝板的成形极限曲线比较图见图1所示。 1.1.2 延伸率低 多数汽车用铝合金板总延伸率远低于冷轧钢板,甚至只能达到前者的一半。 [size=0.8em]表1 各种材料对车身减重的贡献
1.1.3 低熔点、低屈服强度、低厚向异性指数,不利于成形 1.1.4 机械强度低、抗凹性差 除6XXX系部分铝合金的强度较高外,其他系列铝合金板的强度都明显低于钢板,并且抗凹性较差。 1.1.5 焊接性能低、结合部位抗腐蚀性能差 1.1.6 成本高 无论是铝板本身的单件价格还是模具制造费用、设备及生产的成本投入都比钢板的成本要高。 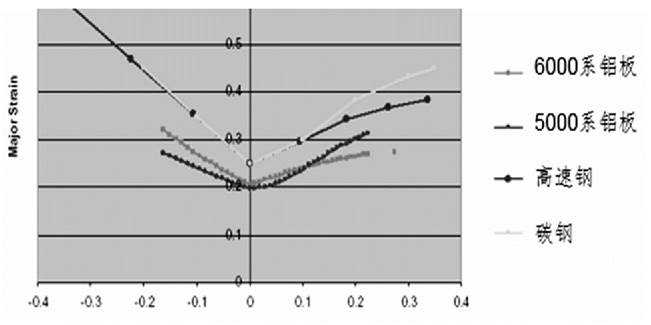 [size=0.8em]图1 钢板与铝板的成形极限曲线比较图
1.2 与钢板相比,铝合金材料有以下一些优点1.2.1 回收率高 国外可达80%以上,60%以上的车用铝合金为再生铝,回收生产1t铝合金比重新生产1t铝合金少耗能95%。 1.2.2 投资少、减重效果明显 铝合金加工设备投资比钢铁少、车身减重效果显著(铝板的设计厚度要比钢板的厚,减重效果可以达到20%-50%)。 1.2.3 防腐性能优异 2 铝板在一汽-大众车型中的应用一汽-大众应用铝板的车型包括Audi T99、Audi X89、Audi X77/X77NF、Audi W66/W77等,这些车型从2011年中期开始调试并陆续实现量产。图2为Audi X77NF前盖内外板铝板零件,其重量仅为3.9kg和2.7kg。因为6000系列的铝合金材料具有可热处理强化,成形性好、耐蚀性强、强度高和较好的耐高温性能,上述车型的冲压自制件采用的铝合金材料均为6000系列合金,这些材料的供应商为瑞士的Novelis和比利时的Aleris。 2.1 6000系列铝合金材料的可热处理性能6000系列铝合金材料成分主要为铝镁硅,与5000系铝合金不具备可热处理强化相比,6000系合金可以在铝件经过油漆车间180°、20分钟加热之后进行热处理强化,即铝件的强度有非常大的提升。这种可热处理的时效强化可以大幅度的提高制件的塑性而不降低产品的强度,因而被广泛的应用于冲压件的生产中。 然而6000系列的铝合金性能在6个月内也会随着自然时效而发生较大的变化,其中屈服强度和材料的压合性能变化较大。在实际应用过程中,要尽可能快的使用铝板,因为生产制造时间越短,铝板的塑性和压合性能越好,越有利于冲压和压合的进行。同时,对于仓储而言,也要做到尽量先进先出的原则,以免造成浪费。  [size=0.8em]图2 Audi X77NF前盖内外板铝件
2.2 铝板的表面结构-EDT表面EDT表面即电火花毛糙结构的表面,与之相对应为Mill Finish的表面,即铝板经过轧制之后未进行处理的光面表面,二者的具体形态见图3所示。汽车铝板应用约95%的铝板为EDT表面,Ra值 1.0 +/- 0,3 μm。EDT表面与MF表面相比,具有以下的优点: (1)EDT表面为准各项同性,即各个方面的性能差异不大,因而具有良好的油漆表面质量,同时对于成形而言没有方向的影响。 (2)EDT表面毛糙处理后的微观凹坑能够储存更多的润滑剂,从而更有利于成形,在冲压车间进行铝板的拆垛时易于分离,减少冲压件脱模的困难,具有更稳定的冲压参数。 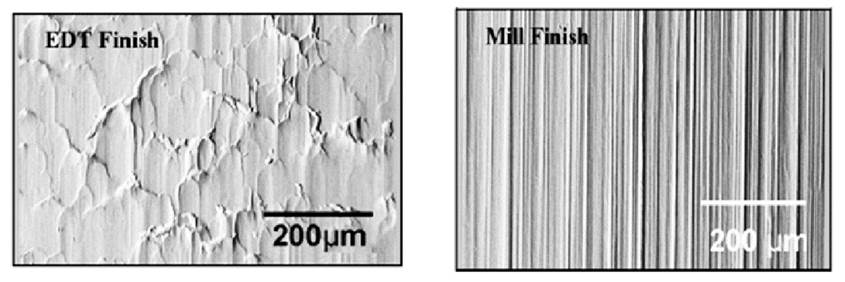 [size=0.8em]图3 EDT表面与Mill Finish表面形态对比
2.3 铝板表面采用固态润滑剂与钢板表面采用液态润滑剂不同,一汽-大众铝合金材料表面采用的是固态润滑剂。固态润滑脂有水基润滑脂和非水基润滑脂(热熔)两种,福斯的PL39SX属于热熔的固态润滑脂。水基润滑脂即为润滑脂喷射在铝板表面后需要将水烘干,非水基润滑脂(热熔)即为润滑脂在加热状态下变为液态,经过冷却后与铝板表面结合。 固态润滑脂具有以下的优点: (1)固态润滑脂有较好的成形性能 (2)固态润滑脂有较低的摩擦系数 (3)拆垛时易分离 (4)润滑脂厚度均匀不易流动 (5)防腐保护较好 (6)焊装粘胶前不需要清理 3 铝板在实际应用中的问题和应对措施3.1 铝合金材料的仓储因铝合金材料自然时效材料性能变化较大,实验结果如图4所示。铝合金材料的最好保存时间为15℃-18℃,如果在寒冷的冬天,材料在室外存放超过半个小时,在冲压加工之前需要在冲压车间内存放2天,待材料达到室温之后,方可进行加工。 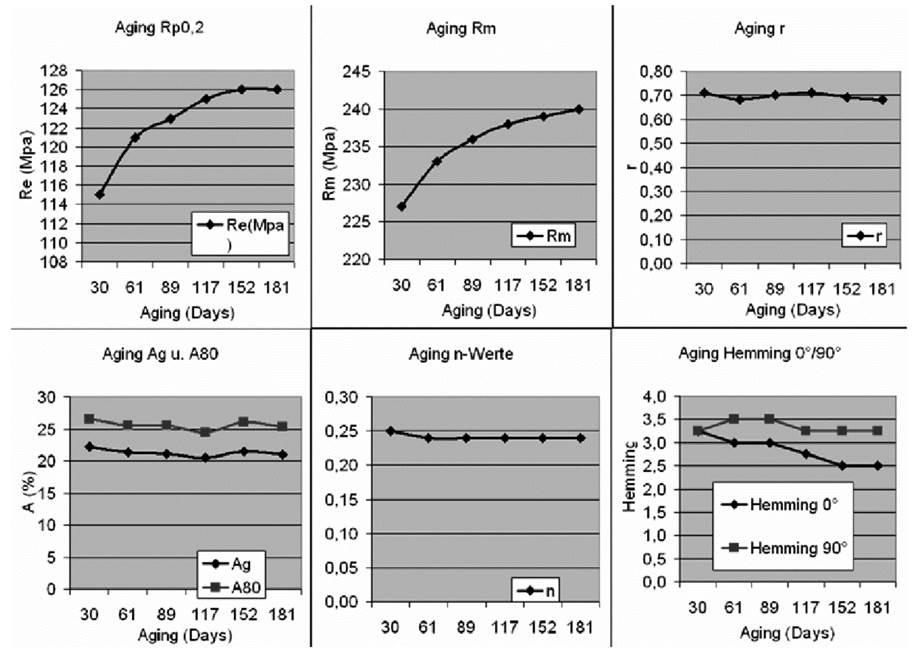 [size=0.8em]图4 6000系铝合金性能随着温度变化情况
3.2 铝板在冲压冷加工过程中存在的主要问题和应对措施(1)铝件由于厚度大、速度低,冲程次数较钢要低1-2次/分钟。 (2)模具表面光洁度、垂直度、对板料表面油量的要求都比钢件高。 (3)由于铝板较轻,易在压完件后带件,需要加顶料销,加大通气孔。 (4)铝件模具维护和维修成本远高于钢件模具。 (5)对于拉延模,铝件工艺补充相对比较多,拉延筋为圆筋,R角较大。 (6)对于修边模,因为铝板较轻,废料下滑困难,滑废料要保持通畅。 (7)对于翻边模和整形模,采用尽可能窄的压料面,考虑采用吹气或吸气的办法来除料屑。 (8)模具料屑是铝件生产的严重问题,冲孔和修边凸模上设计-2°的角度可以防止料屑堆积造成模具崩刃,每次批量生产后需要进行模具的清擦,且在保证排废料的基础上,尽可能用大的废料刀。图5为Audi X77NF车型的前盖冲孔修边模具。 (9)刃口切入要尽可能的浅,且刃口间隙比钢件模具大。  [size=0.8em]图5 Audi X77NF前盖修边冲孔模
3.3 铝板零件的返修铝板在打磨过程中,极微小的干燥铝粉颗粒能悬浮在空气中。这种铝粉颗粒在空气中达到一定的浓度时,遇到火源极易产生爆燃,存在较大的安全隐患。因此,铝板零件的返修场地必须设置在敞开环境,保持通风,最好建造专用铝件返修间。一汽-大众所有铝件的返修都在专业的返修间内进行。如图6所示,房间采用低压排风,具有较高的安全性。同时编制了详细的安全操作指导说明书如图7所示。  [size=0.8em]图6 铝板零件返修间
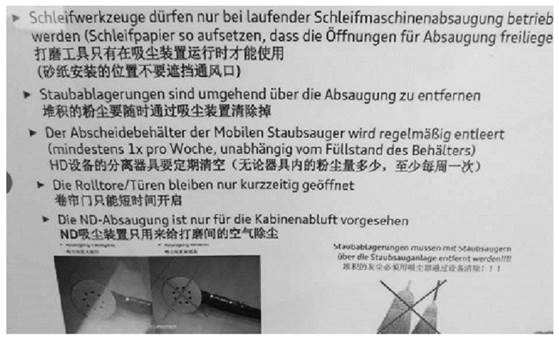 [size=0.8em]图7 铝板零件返修说明书
4 铝板应用展望铝合金材料在白车身上的应用是汽车发展史上的巨大进步,就目前的生产工艺而言,整车厂还存在很多的困难需要去克服,比如铝合金材料固态润滑剂的涂覆均匀性的保证问题、需要在焊装车间增加酸洗钝化工艺步骤,铝合金材料在6个月内因自然时效材料性能变化较大等。但是,出于环保和节能等需要,轻量化已是汽车今后发展的必然趋势。而随着新能源汽车的突飞猛进,轻量化更是重中之重。随着铝合金材料研发的不断进步,尤其是7000系高强度铝板的开发,铝合金材料一定会在汽车轻量化方面做出更大的贡献,并且被越来越广泛的应用!应重点从制造工艺、结构设计、设备和管理等多角度研究降低成本措施,进而实现铝板材的大批量生产与应用。
| 


 雷达卡
雷达卡 发表于 2020-4-3 10:02:47
发表于 2020-4-3 10:02:47
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 发表于 2020-8-28 15:40:25
发表于 2020-8-28 15:40:25
 好
好
 发表于 2021-3-11 15:41:03
发表于 2021-3-11 15:41:03
 不错的内容
不错的内容
