注册后就可以查看哦!
您需要 登录 才可以下载或查看,没有账号?立即注册

x
【汽车轻量化在线】商用车车身内外饰轻量化设计的探讨
来源:期刊-《汽车世界·车辆工程技术》;作者:孙 雪1,岳本朋2 (1. 山东五征集团;2.浙江吉利新能源商用车有限公司)
摘 要:在整个汽车领域,对于在汽车能源消耗中占绝对主导的商用车来说,减轻自重,降低油耗,对于我国交通运输的可持续发展来说更加迫切。对货运与物流分析,降低燃油消耗量成为节能减排的关键。因此实现商用车轻量化、降低燃油消耗、增加载质量、提高运输效率对我国货运与物流行业可持续发展至关重要。本文将从商用车车身内外饰方面,探析目前车身及附件层面的轻量化的方法及发展趋势。 关键词:轻量化;车身;内外饰;法规;标准

1 商用车轻量化意义&趋势
1.1 商用车轻量化实施的意义随着国家、行业等关于商用车超载超限整治力度,维护运输物流行业的健康可持续性发展,在目前的特有的货运环境下,所有的高速公路都实施计重收费,按轴荷计重等举措,加上近年来更为严格的超载治理,当下如何既能提高载货量,又能降低成本,只有不断降低整车的装备质量上想办法。 分析汽车轻量化与燃油消耗的关系,发动机的功率主要消耗在克服汽车行驶阻力上,汽车行驶阻力由空气阻力、滚动阻力、加速阻力和爬坡阻力等组成。空气阻力主要与车身的形状、迎风面积等有关,特别在高速行驶时关系更大,但它与整车的总质量无关;而除空气阻力以外的滚动阻力、加速阻力和爬坡阻力均与整车的总质量成正比,所以减轻自质量,是减少上述三种阻力的重要因素,也是降低燃油消耗的有效措施。根据有关试验资料计算,车辆减轻自质量10%,可降低油耗6%~8%。对载货汽车来说,减轻自质量还提高了有效载质量,即增加了质量利用系数,从而提高运输效率,降低运输成本,这相对来说也是降低了燃油费用。

图1
1.2 商用车轻量化的趋势商用车轻量化是建设节约型社会和可持续发展的必然趋势,车身及内外饰作为整车轻量化的主要组成部分。内外饰的轻量化技术随着新材料、新技术、新工艺的发展,轻量化设计思维逐步得到重视和应用。减轻整备质量而不影响汽车的强度、功能和安全性是内外饰轻量化的实施原则。在确保稳定提升车身性能的基础上,持续优化车身内外饰部件的材料、结构、工艺,模拟分析、拓扑优化,内外饰设计会更倾向于环保性、安全性、节能型、智能性。设计过程中注重通用化、模块化、绿色设计的原则,运用新技术、新工艺、新材料是目前阶段车身内外饰件的设计和趋势主要思路。

2 商用车内外饰轻量化途径
2.1 目前商用车车身件轻量化实施的环境分析商用车的车身外饰件轻量化,就是通过结构优化或应用新材料和新工艺,达到降低整车质量,而不影响汽车基本性能的一种设计方法。因商用车的使用工况的不确定性,加大了性能分析的难度,在高达3-4倍空满载荷重比;路况的复杂性;气候的差异性;用户的文化差异;连续行驶的高负荷性等等都影响了轻量化设计的难度。
2.2 商用车内外饰件轻量化的应用途径轻量化材料应用;内外饰件支架类的高强钢、超高强钢、铝合金、镁合金、复合材料运用;内外饰件高强度材料、复合材料、三明治或蜂窝板夹层材料、低密度材料的应用。例如:目前中重卡外饰件的大量使用的SMC 片状热固成型的材料,有原密度1.8-1.9 改为使用1.5 左右的密度片状材料,在通过配合结构采用可变厚度的成型工艺,可以有效的降低零部件重量,在满足零件理论的刚度、强度工况下,减重可以达到8~10%左右。目前很多主机厂已经进行小批量的运用,取得了良好的效果。 优化零件结构设计,内外饰骨架的设计基于CAE 分析进行内外饰零部件的结构设计。能提高新产品研发的效率和产品的性能,降低新产品研发的成本,提高产品的竞争力,选择合理结构和厚度,从而实现减重。车身内外饰件选择多种工艺路线的运用,如:外饰件使用传统的SMC 材料改为使用可变厚度轻质SMC 材料、RIM-DCPD 材料、气辅注塑、碳纤维复合材料、玻纤及其他纤维复合材料等。内饰零件如使用轻质RTM 材料、发泡成型材料、可变厚度的材料、蜂窝板、三明治板材形成的运用等等。支架类采用铝合金、玻纤强化高分子聚合材料;钣金支架等支撑结构连接逐步推广使用激光焊接、摩擦焊、胶粘、铆接、结构胶、发泡硬化材料的使用等等,都是目前成熟的运用主要方法。
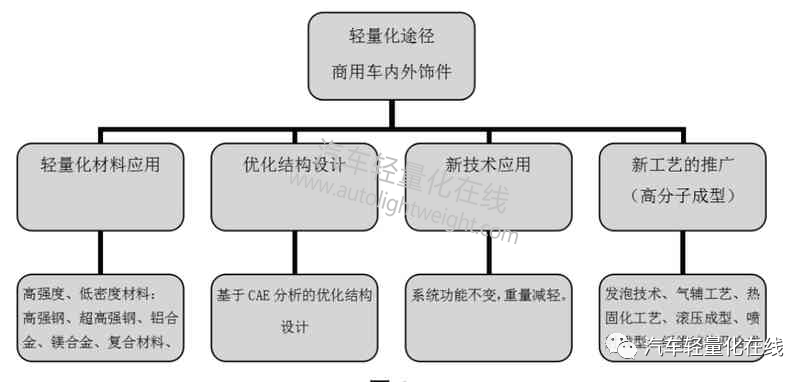
图2

3 商用车车身内外饰的轻量化应用与实践
3.1 一款商用车车身外饰轻量化应用以下是某车型的一款踏步装置的轻量化应用案例,根据该零部件的使用需求及用途,在保证正常使用功能而进行适当的轻量化设计。信息如下: 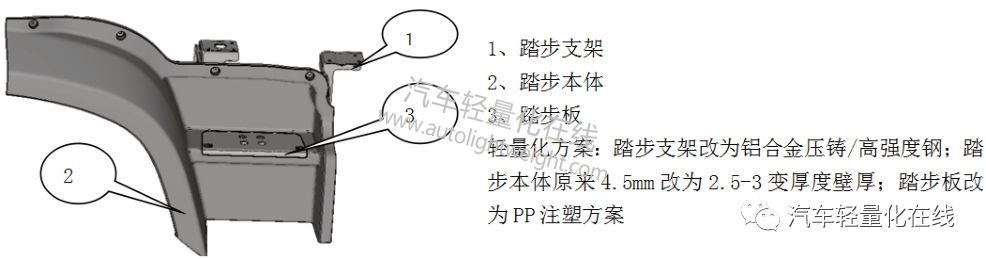
图3 一款重卡踏步装置的事宜图
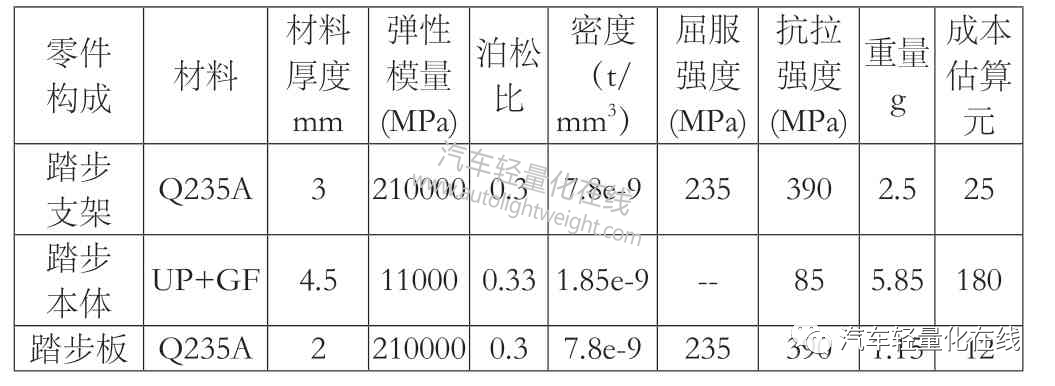
3.2 轻量化前的参数表1
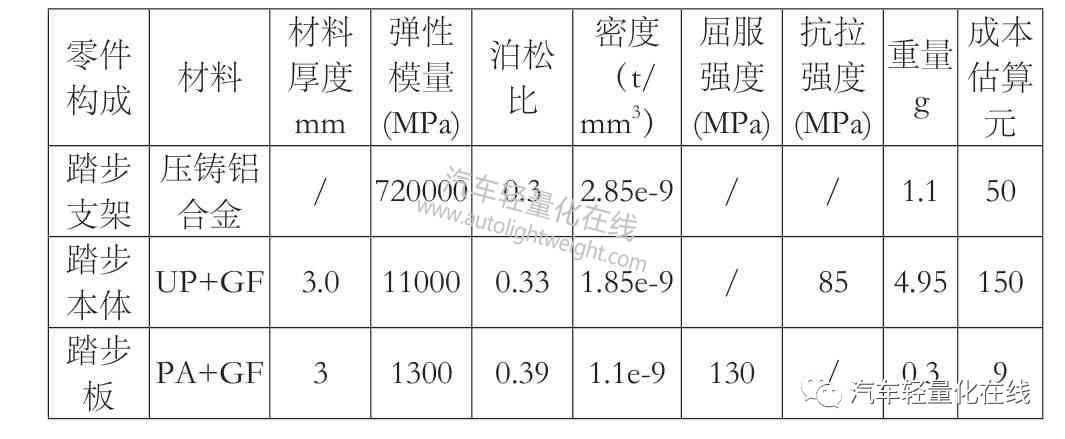
3.3 轻量化后的参数表2
3.4 基于CAE 的踏步装置的轻量化后的静强度及工况基于HyperMesh 进行前处理;OptiStruct 求解器进行强度分析,使用HyperView 进行后处理的分析结果: 约束:按“左前123,右前13,左后3,右后3”约束白车身四个悬置的自由度载荷。 环境输入:工况1,极限工况,踏步踩踏位置施加负Z 向2050N,负Y 向1140N;工况2,上车工况,踏步踩踏位置YZ 平面内,与Z 轴夹角18°方向施加负1500N。 模态:踏步装置的安装模态分析为右侧安装的踏步状态,约束白车身四个悬置全部自由度,计算50Hz 内的上车踏步整体状态。
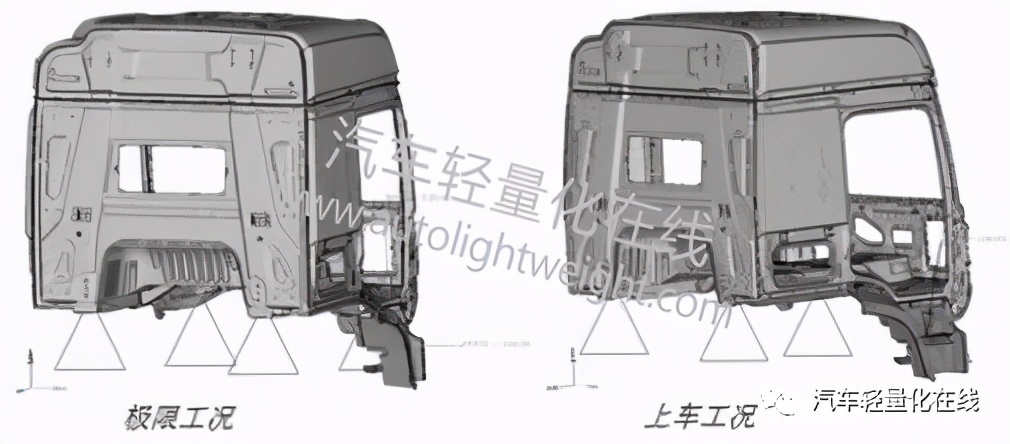
图4
3.5 分析结果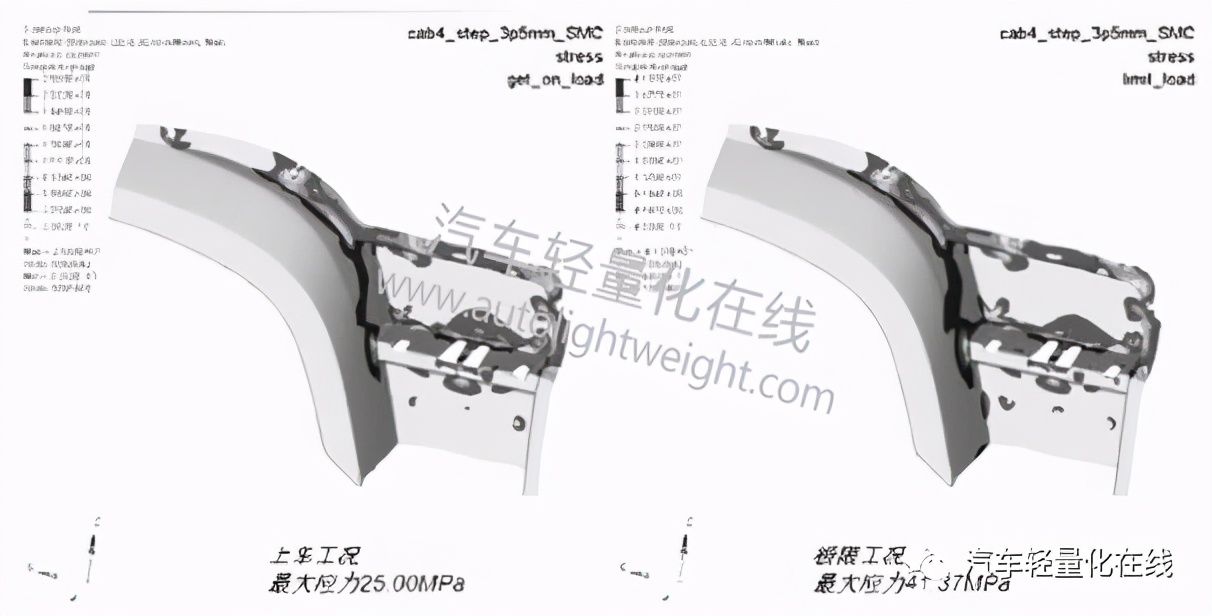
图5 踏步本体强度分析结果
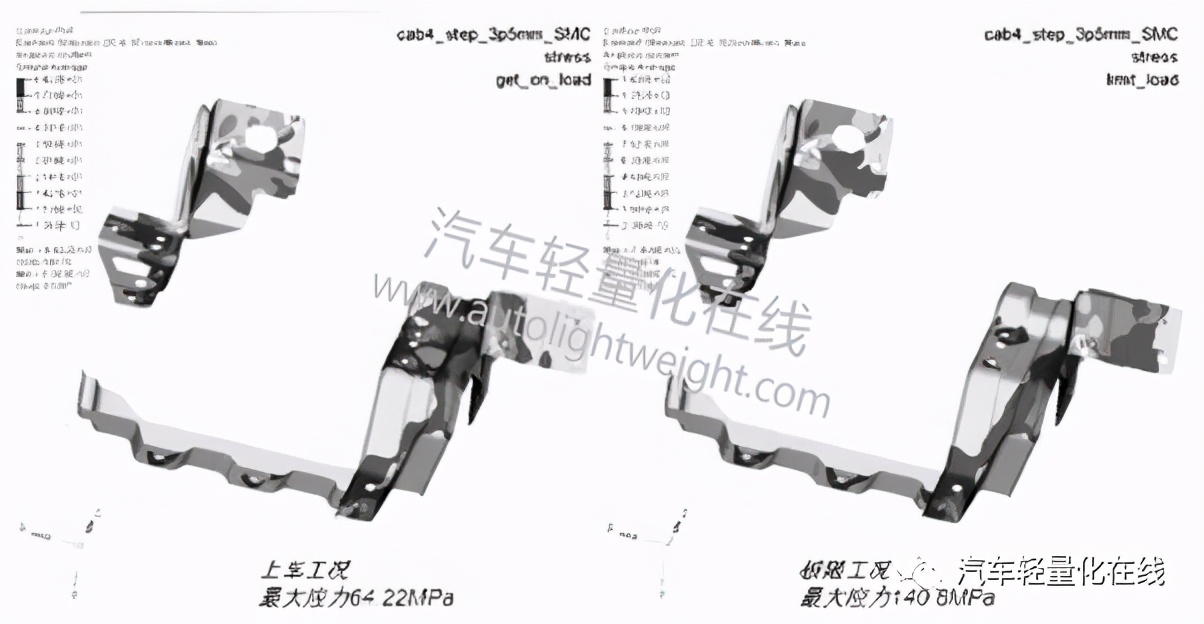
图6 踏步支架强度分析结果
3.6 分析结果汇总优化后的各部件最大应力峰值: 表3

踏步装置轻量化后的整体工况分析: 表4

踏步装置优化前后的强度对比: 表5

结论:通过轻量化后的上车工况、极限工况的刚强度等,轻量化后的踏步满足设计强度要求。踏步装置减重3.15kg,成本基本不增加的情况下实现重量降低。

4 商用车车身内外饰轻量化目前阶段面临的问题
轻量化制造技术的发展过程不尽相同,但是实现的目标只有一个,就是轻量化,并保证安全性,实现成本和效益的最佳化。内外饰件轻量化面临的主要问题是技术瓶颈和成本压力;例如玻纤填充的复合材料支架类的运用,饰件装置减重高达40~50%,但是成本增加50%,现状:钣金支架较为常用,铸铝件、纤维填充注塑材质的支架可以互换,能够随时可实施。 外饰件SMC 材质中的玻纤材质更换采用碳纤维,强度是2.5 倍/-3倍,密度能减少1/3。但是工艺复杂:需要约30 道工序。另外外观件材料品质的稳定性、加工技术及制造体系的稳定性都无法比现有工艺作比较。SMC 等热固性的材料、纤维填充材质在可降解、可回收、环保等面临更大的挑战。另外如何推动材料、工艺与设计三者之间的高效沟通等等,都是主机厂、供应商、原材料等等进行协调开发与配合。因此在轻量化实施的路途上,需要汽车主机厂+零部件供应商+材料供应商联合起来,共同研发、共同制造,共同为我国的商用车内外饰的轻量化工作贡献力量!
| 


 雷达卡
雷达卡 发表于 2020-11-20 17:01:11
发表于 2020-11-20 17:01:11
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 发表于 2020-12-2 11:58:56
发表于 2020-12-2 11:58:56


