注册后就可以查看哦!
您需要 登录 才可以下载或查看,没有账号?立即注册

x
【汽车轻量化在线】轻量化驾驶员座椅的制备及性能研究来源:期刊-《大科技》;作者:卢鸿剑,蓝 先,黄敏鸫 (上汽通用五菱汽车股份有限公司)
摘 要:本文研究制备一种新型轻量化驾驶员座椅,采用发泡聚丙烯(EPP)材料为填充支撑,预埋高强度钢丝及连接钢板作为座椅骨架,通过连接板把机能件装配一起,发泡聚丙烯(EPP)表层增加聚氨酯海绵(PU)以增加舒适性,最后包覆面料得到座椅。该座椅取代传统的靠背骨架、坐垫骨架和头枕总成,并取消了侧装饰板盖,弹簧钢丝等子零件。最终零件数量减少31 种,零件数量比原设计减少54%,相应模具数量减少12 套,模具数量相比原设计减少45%,整体零件总重量减轻18%。按照GB 15083—2006 的要求,对该座椅进行了CAE 仿真,对其头枕强度、头枕吸能、抗惯性、行李箱冲击的性能进行分析,分析结果表明驾驶员座椅符合标准要求,同时对座椅样件进行了靠背强度验证,试验结果表明该座椅满足法规强度要求。
关键词:轻量化;员座椅;聚丙烯;EPP
0 前言
面对节能减排的巨大压力和低碳时代的到来,汽车轻量化是实现绿色地球的重要手段之一,也是汽车行业发展的趋势。汽车轻量化主要使用高强轻质的新型材料,采用现代先进的制造技术,通过优化车身结构及零部件结构的轻量化设计,来实现轻量化[1]。本文研究制备一种新型座椅,采用高强轻质的发泡聚丙烯(EPP)材料作为座椅骨架取代传统的靠背骨架和坐垫骨架,取消传统驾驶员座椅的侧装饰板盖,头枕总成。从材质、零件设计、装配工艺等方面获得轻量化座椅。 高强轻质的发泡聚丙烯(EPP),它是一种性能卓越的高结晶型聚合物/气体复合材料[2]。EPP 质轻,且具有优异的抗震吸能性能,高的形变后回复率,良好的耐热性、耐化学品、耐油性和较高的拉伸强度、抗冲击强度和韧性,适宜、柔顺的表面,使得EPP 成为汽车轻量化材料的宠儿。EPP 材料在汽车领域中已经有了工业化应用,最典型的零件是汽车保险杠和备胎仓的工具盒,利用的是EPP 高缓冲吸能特性。另一方面,EPP 广泛应于遮阳板、顶衬垫块、地毯垫块等零件,是利用EPP 质轻,易与周边零件搭配的特点。近年来,EPP 材料逐步受到座椅工程师的青睐,市面上有些车型已成功使用EPP 制造的后排座椅,如大众迈腾、吉利沃尔沃。他们将EPP 应用于后排坐垫座椅,是因为坐垫贴合汽车底板,能有效地分散乘客重量,减轻骨架的强度。基与此,本文创造性地设想在驾驶员座椅上应用EPP 材料,通过优化设计座椅结构,满足驾驶员座椅的法规要求。
1 轻量化驾驶员座椅的设计
1.1 数模的设计为了更好适配普遍性需求,本文选择某款电动车座椅作为设计对标,整个座椅采用EPP 材料,因座椅法规的强度要求,靠背及头枕的强度尤为关键,是设计中的重点和难点,也是区别现阶段运用在后排坐垫上的一种创新。经过反复思考和修改,最终得到了理想的驾驶员座椅结构设计。
1.1.1 EPP 材料结构的设计 定位于取代传统座椅中弹簧支撑,小钢丝连接,取代一些钣金件,同时兼顾外形整合填充,充分考虑EPP 材料轻的特点,结合人机尺寸,该结构设计从造型CAS 着手,通过设计相关的外形弧面,保证后续的包覆效果及整体美感,同时考虑与PU 材料的结合,与内嵌骨架的结合,面料包覆的完整性等因素出发,同时考虑EPP 材料成型过程中脱模的要求来进行细致的方案设计。
1.1.2 PU 材料结构层的设计 PU 材料结构层结合在EPP 材料表层以增加座椅的舒适性,需要考虑两种材料的结合稳定性以及PU 材料的厚度。PU 过厚,虽然座椅舒适性提高了,但EPP 材料的结构厚度减小,不利于发挥EPP 材料结构的优势。PU 过薄,舒适性降低,且容易导致制造过程中脱模困难等一系列问题。通过不断优化,我们得到一个兼顾平衡的结构,同时还考虑面料的固定方式,融入PU 的设计方案中。
1.1.3 基础座椅骨架的设计 传统结构的座椅常采用强度一般的钢材,重量大,结构复杂。本文巧妙地选用高强度钢丝,创造性把复杂的钣金结构设计成简单的结构,同时通过优化设计使得座椅强度满足法规的要求。
1.2 轻量化座椅的CAE 仿真设计一款座椅,我们除了基本的乘坐要求外,最重要的是座椅保护的功能,也就是整个座椅的强度是否满足法规要求,因此我们在设计初期就要进行CAE 强度等分析,初步判断座椅设计是否满足要求。通过CAE 仿真分析,最终座椅的头枕强度、头枕吸能、抗惯性、行李箱冲击均满足GB 15083—2006 的法规要求。
座椅头枕强度CAE 仿真:
法规要求:预加载:对座椅R 点373N·m 的力矩,得到移动后基准线;正式加载:对座椅头枕垂直于移动后基准线,施加对于R 点373N·m 的力矩,头枕偏离量不大于102mm,在座椅不破坏的情况下,继续对头枕施加890N 的力,观察座椅是否有破坏。当头型正式加载373N·m 的力矩后,头型位移量为58.5mm,小于法规要求的102mm,满足法规要求。当头型加载至890N 力时,座椅骨架未出现损坏,结果表明,座椅骨架强度满足法规要求。
2 轻量化驾驶员座椅的制备及试验
2.1 试剂和样料EPP 颗粒无锡会通轻质材料有限公司。 聚氨酯AB 组合料科思创聚合物(中国)有限公司。 高强度钢丝厂家浙江省诸暨金正弹簧制造有限公司。 EPP 模具制造厂家无锡华欣兴模具有限公司。 座椅样件生产厂家柳州市双英股份有限公司。
2.2 座椅的制备按照设计图纸制造高强度钢丝的折弯模具、EPP 发泡模具、聚氨酯发泡模具。将经过折弯后的钢丝图1(a)与钣金件组装焊接得到基础座椅骨架,将基础骨架放置EPP 模具内,与EPP 材料嵌入EPP 模具内,经水蒸气粘合EPP 发泡颗粒,获得座椅中间品图1(b)EPP 复合骨架。然后将复合骨架嵌入聚氨酯发泡模具中,通过闭模方式注入聚氨酯料组合料,发泡后得到座椅半成品图1(c),最后经面料整体设计包覆,同时组装后滑轨得到完整座椅图1(d)制备。

图1 驾驶员座椅制备
整个生产过程完全按照量产状态及流程进行,每一步都对制造工艺风险进行验证,这些包括钢丝折弯的生产;钢丝与EPP 结构的复合及EPP 产品的脱模;中间一些取件及装件的控制措施;PU 与EPP 的结合,以及整体发泡的可行性进行了充分验证;面料包覆同样验证,粘扣的合理应用,使整个包覆饱满,造型流畅,滑轨的安装,验证整个装配合理性;通过对制备过程的验证,解决目前很多设计中的问题,同时为后续的优化提供有益的经验。
2.3 试验强度验证为了更好对座椅进行强度验证,保证符合法规的要求,我们计划制造实物样件后对座椅进行强度验证。选择静态强度验证,靠背头枕施加的力矩后,验证座椅强度的适应性。 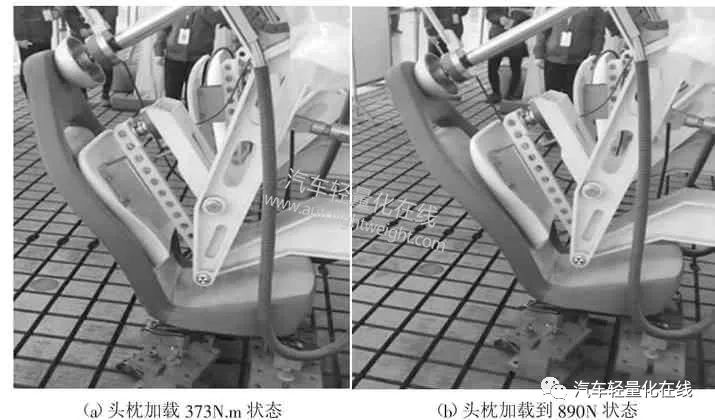
图2 座椅样件靠背强度验证
按照GB 15083—2006 的要求,对座椅靠背预加载373N·m的力得到移动后基准线后,再对头枕施加373N·m 的力矩,头枕偏离量为87mm,符合法规要求规定的不大于102mm 的偏移量。继续对头枕施加力至890N,观察到整个座椅并未出现破坏情况,充分证明了该驾驶员座椅满足乘用车要求。
3 结语
以发泡聚丙烯(EPP)材料复合高强度钢丝制作的座椅骨架,表层再结合聚氨酯发泡层制做的轻量化座椅,较传统座椅质量减轻了18%,零件数量减少31 种,零件数量比原设计减少54%,相应模具数量减少12 套,模具数量相比原设计减少45%。座椅样件通过了GB 15083—2006 的强度要求。整个样件制造完全按照正常的量产条件进行制备,有效验证生产工艺中风险点,同时完成了很多细节的设计优化工作,以及解决生产工艺中痛点及难点。本文提出的发泡材料运用在座椅靠背及坐垫上的方案,有利于推广座椅轻量化的发展。一体化的发泡设计,有利于骨架模块化,利于后续快速开发。同时EPP 设计的造型很强可塑性,极大地提高设计师的灵感,为后续开发各种风格的座椅奠定良好的基础。本方法不仅具有轻量化的意义,同时大大地降低了生产成本,提高生产效率,为大批量座椅生产提供积极的借鉴意义。
| 


 雷达卡
雷达卡 发表于 2020-12-3 09:03:42
发表于 2020-12-3 09:03:42
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶
