轻量化空气流阻轻量化可调节式多层结构声学部件的制备方法- CN201310676385.9
|
【基本信息】:
更多著录项目 【摘要】: 本发明涉及汽车声学部件的制造方法,属于汽 车部件隔音降噪技术领域。所述声学部件先将纤维毡、热塑性不透气EAA薄膜和纤维毡的次序叠放,送入成型模具内,利用穿透力强的高温蒸汽对材料进行加热,同时进行模压成型,然后切割外形尺寸及孔位,经检验无缺陷后,即可获得多层结构声学部件。本发明上下两层纤维毡之间的粘结是通过热塑性薄膜在高温下熔化后 所具有的粘结性来实现的,而非在现场以人工涂布粘结剂,不但可节省人工提升产能,大幅度提高了生产效率,且确保制造现场的环境的安全和操作人员的健康。本发明还采用热塑性不透气EAA膜来调节隔音垫的空气流阻,在不增加重量和制造成本的基础上实现对声学制品声学性能的优化。 【附图】:
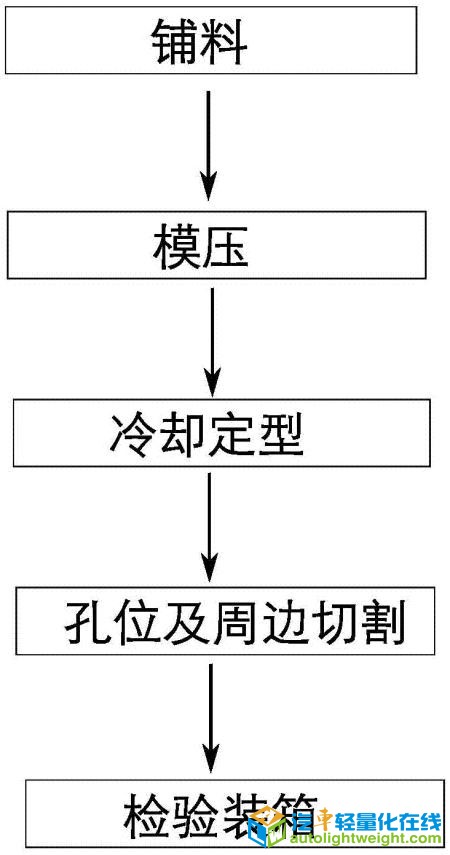
【主权项】: 轻量化空气流阻可调节式多层结构声学部件的制备方法,其特征是步骤为:(1)铺 料:按由下至上的顺序铺放纤维毡、热塑性不透气薄膜和纤维毡;(2)压制成型:将步骤(1)铺好的材料置入成型模具内进行模压,在模压的同时下模通蒸汽, 上模抽真空,通过高温蒸汽对材料进行加热,使上下层纤维中含有低熔点纤维丝熔化,在压力的作用下,把周围的纤维丝粘合在一起,同时热塑性薄膜也被熔化,把 上下两层纤维层粘合在一起,得到压制半成品;成型条件:蒸汽压力:0.6?3MPa;蒸汽温度:170?220℃;通蒸汽时间25?35s成型压 力:9?12Mpa;成型时间:40?60s;抽真空压力:0.015?0.03Mpa;抽真空时间:50?70s;上下模模具温度:170?200℃; (3)冷却定型:将所述压制半成品放入冷却治具进行冷却定型,得到定型半成品;冷却时间:45?60s;(4)切割:用冲断装置或水刀对所述定型半成品进 行外形尺寸及孔位的切割,得到声学部件成品;冲断装置的冲断压力为5?10Mpa,冲断时间为3?10s;水刀的切割压力为 40000?50000psi,切割气压为0.6?0.8Mpa;(5)检验:所述声学部件成品经检验无缺陷合格后,装箱入库。 【法律状态】:
点击下载全文: |





请发表评论
全部评论
-

我要推荐轻量化专家
2030-12-01 | qccl
-

现代制铁3月份开始批量生产第三
2026-03-09 | qccl
-

【立法落地】欧盟2040年气候目标
2026-03-09 | qccl
-

聚焦可持续发展与科技创新领域,
2026-02-27 | qccl
广告位


