一种汽车用轻量化橡胶减震件的制作方法- CN201310586979.0
|
【基本信息】:
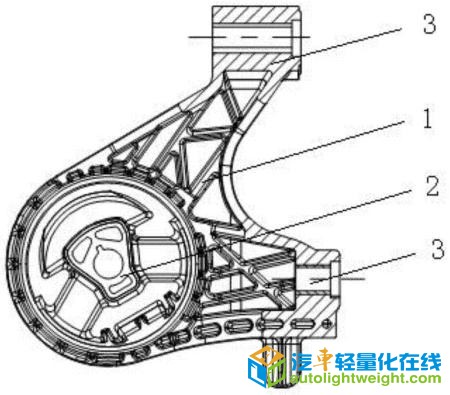
更多著录项目 【摘要】: 本发明公开了一种汽车用轻量化橡胶减震件的制作方法,特点是橡胶减震件由橡胶主簧、塑料支架和金属嵌件组成,制作方法包括硫化、涂胶、烘干、装配、注塑、冷却和吸湿7个步骤,其优点在于该方法工艺简单、成本低,同时通过该方法制造的轻量化橡胶减震件性能好、使用寿命长。 【附图】:
【主权项】: 一种汽车用轻量化橡胶减震件的制作方法,其特征在于所述的橡胶减震件由橡胶主 簧、塑料支架和金属嵌件组成,所述的制作方法包括如下步骤:(1)硫化:将橡胶主簧放入到硫化模具中进行硫化处理,对硫化模具施加10—30MPa的硫化压力,控制硫化处理的温度为140—170℃,设定硫化处理的时间为5—20分钟;(2)涂胶:在经过硫化处理后的橡胶主簧的外表面上涂覆一层热硫化型胶黏剂,控制热硫化型胶黏剂的涂层厚度为15—40μm;(3)烘干:将步骤(2)中涂覆有热硫化型胶黏剂的橡胶主簧进行烘干处理,控制烘干温度为50— 80℃,设定烘干时间为5—30分钟;(4)装配:将金属嵌件和步骤(3)中得到的橡胶主簧放入到用于制作塑料支架的模具中;(5)注塑:将在70— 110℃的环境下经过2—5小时烘干处理后的塑料粒子注射到步骤(4)中用于制作塑料支架的模具中,在注塑过程中实现塑料支架及橡胶主簧的粘接,并最终形 成汽车用轻量化橡胶减震件;塑料粒子在注塑成型时,熔体温度为270—310℃,模具温度为70—100℃,注塑时间为2—5s,注塑压力为40— 100Bar,同时将保压压力设置为注塑压力的30%—60%,控制保压时间为5—20s;(6)冷却:将步骤(5)中得到的汽车用轻量化橡胶减震件进行冷却处理,冷却时间为10—60s;(7)吸湿:将步骤(6)中经过冷却处理的汽车用轻量化橡胶减震件进行吸湿处理。 【法律状态】:
点击下载全文: CN201310586979.0-一种汽车用轻量化橡胶减震件的制作方法-申请.pdf
|





请发表评论
全部评论
-

我要推荐轻量化专家
2030-12-01 | qccl
-

现代制铁3月份开始批量生产第三
2026-03-09 | qccl
-

【立法落地】欧盟2040年气候目标
2026-03-09 | qccl
-

聚焦可持续发展与科技创新领域,
2026-02-27 | qccl
广告位


