铝合金连接技术的轻量化应用
2017-5-31 08:30
4001
0


简介
轻量化的研究和开发已经成为世界各大汽车生产厂家提高竞争能力的关键之一,也是当今世界汽车创新工程的技术发展方向。采用现代设计方法和有效手段对汽车产品进行优化设计,或使用新材料在确保汽车综合性能指标的前提 ...
|
轻量化的研究和开发已经成为世界各大汽车生产厂家提高竞争能力的关键之一,也是当今世界汽车创新工程的技术发展方向。采用现代设计方法和有效手段对汽车产品进行优化设计,或使用新材料在确保汽车综合性能指标的前提下,尽可能降低汽车产品自身重量,以达到减重、降耗、环保和安全的综合指标。据统计,汽车重量降低10%,燃油效率可提高6%~8%,轻量化带来的突出优点就是显著降低油耗。此外,轻量化还会带来车辆操控稳定性和冲撞安全性的提升。目前铝合金材料在汽车车身轻量化过程中得以广泛应用。
1. 车身轻量化材料
轿车车身轻量化技术主要包括轻量化材料的使用、结构的轻量化设计以及先进的成形工艺应用。轻量化材料使用是车身轻量化的主流,主要分两类:一类是采用高强度材料,如高强度钢及高强度不锈钢;另一类是轻质材料,如铝/镁合金、工程塑料、碳纤维、新型玻璃、陶瓷以及多种复合材料等。
表1 江淮部分车身用铝合金板件
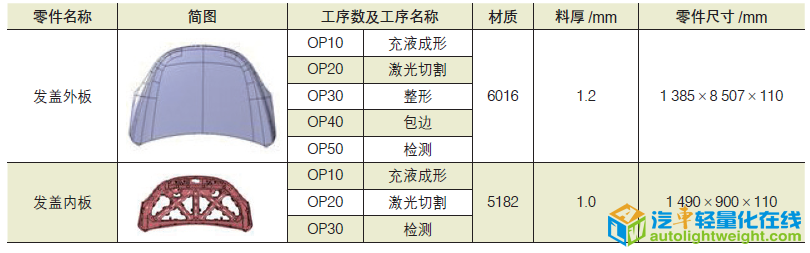 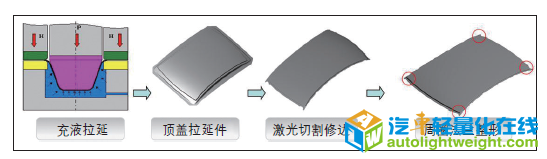 图1 铝合金顶盖充液成形工艺示意
铝合金具有密度小(铝的密度约为钢的1/3)、质量轻、加工成形性好及可重复回收利用等特点。研究表明:与传统钢铁相比,在达到同样力学性能指标情况下,使用的铝合金质量比钢少60%;在承受同样冲击情况下,铝合金板比钢板多吸收50%的冲击能量。基于铝合金材料在汽车轻量化推进过程中的重要角色,其在汽车中的应用范围也越来越广,已经从最初的发动机缸体、变速器壳体和轮毂等扩展到了车体的各个重要零部件中。自然而然,这也就促使各汽车企业增强了对新型变形铝合金材料的研发投入。安徽江淮汽车股份有限公司(以下简称“江淮”)部分车身用铝合金板件见表1。
2. 铝合金材料技术特点
铝合金具有质量轻、抗腐蚀能力强、耐用性好及减少行人撞击伤害等显著的优点。用于汽车车身板的铝合金主要有2000系、5000系、6000系和7000系合金。其中,5系列、6系列最适合代替钢板:5系是热处理不可强化合金,成形性能良好,可用于形状复杂的车身零件,主要用于内覆盖件;6系是热处理可强化合金,适用于外板等强度、刚度要求高的部位,主要用于汽车外覆盖件。
江淮发动机盖内板采用的是材质为5182的铝板,顶盖及发盖外板采用材质为6106的铝板(参见表1)。其中顶盖外板在CAE成形性分析时发现,充液拉延后尖点处整形开裂。对于尖点整形开裂,冲压工艺一般使用过拉延技术,在拉延时储料,以减少整形时尖点的材料流动,从而优化开裂。通过冲压CAE分析及工艺优化,最终产品成形性良好,质量精度达标。铝合金顶盖充液成形工艺见图1。
铝合金连接技术
车身轻量化材料的应用在达到了减轻车身重量的同时,也对相应连接技术提出了更高的要求。车身的传统焊接方法一般为点焊及CO2焊,其中电阻点焊工艺在车身制造中约占75%,应用较为广泛。电阻点焊对于异种金属的焊接质量很难保证,尤其是铝、镁合金材料的焊接,铝电阻比钢小,导热系数大,电阻点焊时需要用到4倍于点焊钢材的电流,能源消耗较大且焊接质量很难保证;传统的CO2焊接无法很好地节约异种金属的焊接问题,同时无法保证薄板的焊接质量,焊后易变形。
综上所述,传统的连接方法已经不能完全满足新材料对连接技术提出的更高要求,必须开发和应用更先进的连接工艺才能满足汽车车身轻量化发展的需求。
根据轻量化车身材料及部件选择位置的差异,相应的连接技术也有所不同,目前比较常用的铝合金连接技术为自冲铆连接(SPR)、旋转自攻螺接(FDS)、铝点焊、冷金属过渡技术(CMT)、激光焊接及金属粘结技术等。下面就常用连接技术的概念、特点及适用部位进行相关分析。
1.自冲铆连接(SPR)
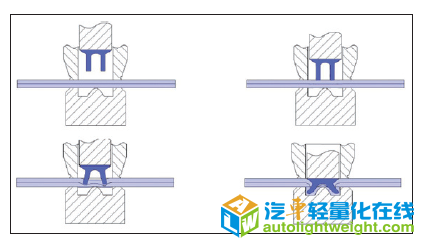 图2 自冲铆工艺原理
SPR是一种用于两种或两种以上金属板材的冷连接技术。如图2铆钉在外力作用下,通过穿透第一层材料和中间层材料,并在底层材料中进行流动延展,形成相互镶嵌的永久塑性变形的铆钉连接过程。连接后一侧较为平整,一侧凸起一个圆柱。
SPR作为机械冷成形连接技术,其优势为:可实现多种材料的连接;铝铆接点的强度高于等厚铝的点焊强度;工艺时间可控制在4 s内。SPR的局限性为:需要双侧进枪空间,不同材料组合需要不同的铆钉,设备昂贵,一套设备投资成本90万元左右。
自冲铆接工艺相对于其他连接技术具有如下特点:
(1)可以连接不同材质、不同厚度、不同强度的两层或多层板材组合,是不同种类轻量化材料之间连接的最佳连接工艺之一;
(2)无热效应,可以用于涂层或镀层板材连接而不会破坏其涂镀层;
(3)与传统铆接工艺相比,生产效率高,设备投资少,能耗成本低;
(4)安全环保,铆接时无热量、无烟烟、无火花、无粉尘或碎屑等产生;
(5)铆接质量持续稳定,重复性高,铆接点质量可通过目视进行检查;
(6)可与胶粘工艺组合使用。
自冲铆接设备一般分为液压系统和电动伺服式系统两种,其中电动伺服式系统具有铆接质量好、工作效率高、结构设计简单可靠、连续工作能力强及设备寿命长等诸多优点,目前在铝合金车身上得以广泛应用。为了满足使用要求,一套完整的电动伺服式自冲铆接系统包含自冲铆接控制系统、自冲铆接执行系统两个大的部分组成,自冲铆接执行系统又包含动力提供机构、传动机构、C型钳、铆鼻组件、从动机构、棘轮供钉系统、铆模及支撑件等附件组成。
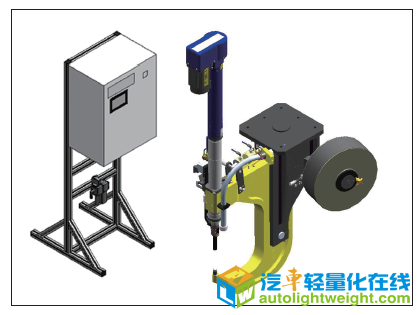 图3 自冲铆系统效果图
江淮也开展了对铝合金发盖内外板的工艺开发与研究,图3为发盖内板总成自冲铆实物。以发盖内板为例,原内板材质为DC03,零件重量为10.563 kg,材质变更为5182铝合金后,零件重量为5.184 kg,减重比达到50.92%。
2.热熔直钻(FFS)
FPS工艺是通过高速旋转使板料热变形后攻丝铆接的冷成型工艺,其原理详见图4。FPS的优点为单面连接工艺使型材及小孔洞连接成为可能,在车身上往往用于一般铆接无法顺利完成的部件(如连接空间小、空腔结构等);可连接不同的材料;FPS的局限性为连接点需要高的刚性支撑;因螺钉为可拆卸,车身长期使用可能存在脱落问题,造成强度不足;工艺时间需要5~8 s;铆钉正反面均有较大的凸起保留;设备成本高,单台成本接近100万元,因此,不建议车身上大规模应用。FPS工艺主要应用于前舱、门槛及行李箱隔板等部位。
3.铝点焊技术
 图3 自冲铆设备
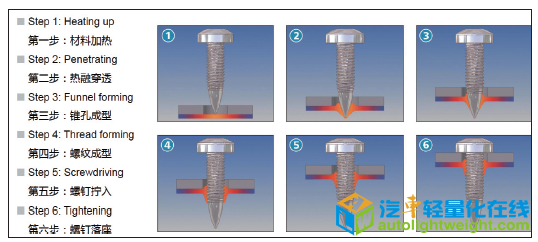 图4 热熔直钻过程
 图5 铝点焊焊接效果
铝的点焊工艺是在电极压力下,靠电阻热熔化铝材,将其连接到一起的工艺,主要用于铝合金同质材料之间的连接。铝点焊设备控制器要求控制准确、稳定,控制器焊接时间设置毫秒控制,焊接输出电流10 ms达到稳定状态。铝点焊一般采用复合电极来提高寿命,电极帽表面采用特殊的圆环式设计,可以在铝材表面产生不同的应力区,破坏氧化膜以得到可控制的电阻。铝点焊的优势是可以实现多种厚度材料组合的连接,工艺柔性好;铝点焊的静态强度及疲劳强度高;单步工艺时间可控制在3 s以内。铝点焊局限性主要体现在需要双侧进枪空间,同时因铝合金导电性较差,需要铝点焊电流一般达到40 000A,是普通点焊的4倍;靠近点焊的工装夹头必须采用非磁铁性材质;需要特殊的电极帽及修模器。铝点焊常用部位为侧围、发舱、地板及闭合件,效果见图5.
4. 冷金属过渡技术(CMT)
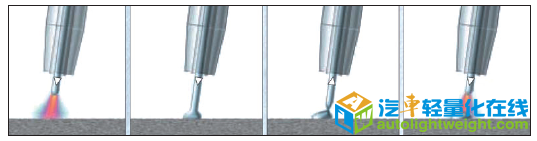 图6 CMT技术工艺原理
CMT是一种全新的MIG/MAG焊接工艺,焊接热输入极低,可以焊接薄至0.3 mm的板材,并可以实现钢与铝的异种连接。 CMT是基于短路过渡方式发展而成的,CMT过渡通过焊丝机械回抽方式来帮助熔滴过渡,工艺过程可以被精确控制,短路过渡周期恒定,不受随机变量影响,由于CMT熔滴过渡时电流几乎为零,减少了飞溅,焊接质量高,CMT技术工艺原理见图6,其原理为铝一侧为熔接,钢一侧为钎焊连接,母材未熔化;要求镀锌板的镀锌层的厚度(> 10 μm)。
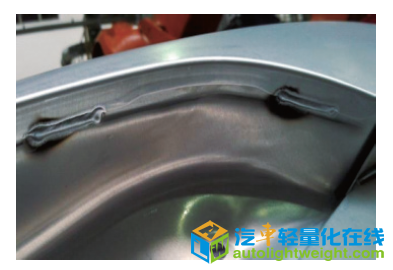 图7 焊缝外观实物图
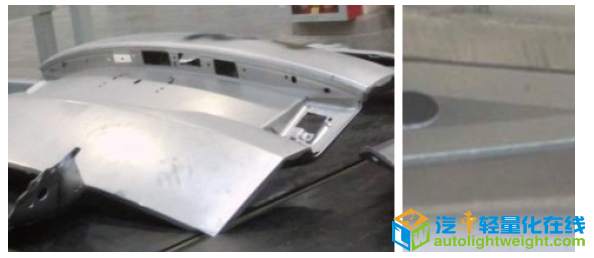 图8 铝合金激光焊实物图
钢与铝连接的主要问题是接头处容易形成脆性相,脆性相越少接头性能越好。决定脆性相的一个主要因素是焊接时热输入量,热输入量越低,脆性相产生的越少。所以CMT工艺可以很好的实现钢与铝的焊接。焊缝外观实物图如图8所示。
5. 激光焊接技术
激光焊接是以激光作为能量载体的一种高能量密度焊接方法,激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,使金属熔化形成焊接。其中铝合金激光焊接目前应用也越来越广泛。 铝合金激光焊接技术的特点包括:需要采用铝制焊丝;非接触焊接,变形小;焊接质量好,焊缝强度等于或超过母材强度;可实现不同型号、异种金属之间的焊接,尤其适用于(超)高强度钢板、铝合金;搭接边较传统点焊缩短,有利于车身轻量化及降成本。
结束语 汽车工业发展程度是一个国家发达程度的重要标志之一,汽车轻量化是汽车行业发展的必然趋势。要实现车身轻量化,在车身设计结构优化、新材料研究应用的前提下,关键要解决新材料的连接技术问题,目前铝合金连接技术日趋成熟,相应的连接工艺均得到了有效验证。 |





上一篇:汽车轻松减重10%~30%,你得从这里入手!
下一篇:PACK轻量化路线之系统层级

此篇文章已有0人参与评论
请发表评论
全部评论
-

我要推荐轻量化专家
2030-12-01 | qccl
-

现代制铁3月份开始批量生产第三
2026-03-09 | qccl
-

【立法落地】欧盟2040年气候目标
2026-03-09 | qccl
-

聚焦可持续发展与科技创新领域,
2026-02-27 | qccl

