【聚焦】一种钣金成形中的结构折叠轻量化概念研究


|
斯图加特大学成形技术研究所(IFU)的研究项目着重于开发新的轻量化结构潜力,提高准确性或实现更高复杂性部件的成形性。工艺和模具开发的改进也是提高板料成形工艺链效率的一部分。众多研究课题和研究方法定义了以下结构,成形方法和轻质材料的组合解决方案: "轻质和坚硬":由高刚度轻质材料制成的部件。 "薄壁和高强度":由薄且高强度材料制成的部件。 近年来,工业上开发出各种新材料并将其引入市场。复合材料(三明治)或纤维增强材料就是"轻质和坚硬"材料的例子,它们提供了行业期望的材料性能,但遗憾的是到目前为止大规模生产这些混合材料太昂贵。日益采用厚度减小的高强度材料的另一趋势是开发先进高强度(AHS)和超高强度(UHS)钢(如DP1000,CP1000或TWIP材料)。复合材料和高强度材料都对材料的性能表征和仿真建模,成形过程的摩擦学问题,工具制造和成形过程以及质量保证方面等方面,提高了各种新的问题。 镁和铝合金的成形 SMiLE(System Integrative Multimaterial Lightweight design for Electromobility)"电动汽车系统整体多重轻量化设计"项目的目标是开发面向材料和全新车身轻量化技术概念设计,且该概念符合电动汽车的特殊要求。在这个项目中,IFU正致力于改进镁和高强度铝合金的成形工艺。成形工艺的改进可以通过加热工具来实现,因为材料中的其他滑动系统的热激活可以显着增加变形能力。 该项目的目标是生产试验性样件,例如由AZ31镁合金制成的车门板模型(图1a),并从技术和经济角度评估其在未来车辆概念中的应用。 FEM模拟系统AutoForm R6用于模拟车门面板的成形过程。 该模拟软件提供检测起皱、开裂和回弹,以及热模拟和应变测量的工具。 此外,还进行了车门面板设计方法规划,并开发了一个加热工具的概念(图1b)。
钣金折叠结构轻量化设计理念 原则上,与蜂窝相比,折叠结构提供了更经济的生产潜力。蜂窝结构的必须通过粘合连接形成,但折叠的形状是由先前平面板折叠形成的,并因此形成粘合蜂窝部件结构而无需额外的连接。另外,折叠的蜂窝体具有其开放结构的优点,可以集成附加功能元件,例如, 通风以防止冷凝(并因此防止腐蚀),加热元件,电缆树或其他传感器的集成,而无需任何额外的处理步骤。
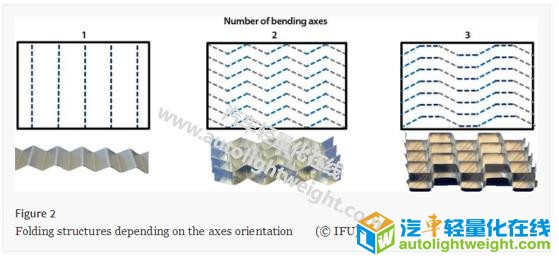
这种折叠结构的制造现在只能以非常简单的形式和在特殊情况下进行。工业和研究领域已知的生产目前主要集中在塑料,芳族聚酰胺纸和材料厚度可以忽略不计的薄壁纤维复合材料上。只有少数研究基于最大初始厚度为0.2毫米(纯铝)或0.1毫米(钢材)的金属芯。这些研究不足的原因是在边缘折边上变形的三维折叠的复杂性会随着弯曲轴取向的数量而增加。因此,采用目前的生产方法,从某个特定厚度的薄片进行复杂结构的折叠(图2)是不可能。 在大多数情况下,折叠芯的生产是通过两个工艺步骤来实现的: 定义折叠轴,即所谓的预折痕。 将扁平结构板展开为3-D结构。 对于应用预折痕,可以使用不同的技术,如切割,压花或穿孔。在图3中,针对具有两个折叠轴的几何形状示意性地描绘了预先压痕和展开。
IFU实际目标是将厚度超过0.2毫米的折叠结构投入使用,以便可以使用芯部强度非常高的夹芯板。这些面板是可焊接的,因此它们具有更好的可回收性。目前研究的目标是研究板材折叠机制与预折痕设计和生产影响,以及确定和表征折叠(或相当弯曲)结构薄板金属的工艺极限。基于这些研究,未来将开发用于不连续和连续制造技术的工艺和工具。 为了研究预折皱的设计对毛坯折叠的影响,实施了单细胞的FEA模型。对于这种模型,可以改变预先折痕和预先折痕形状(由不同的制造工艺(如切割或压花)产生)。另外折叠运动学可以如图所示进行评估(相同的预折痕设计,不同的折叠运动学)。在图4(a)中,显示了一个无益的运动学图,说明不仅预折痕是弯曲的,而且也是单元的平面区域。因为这是必须避免出现扭曲。在图4(b)中,仅在预折痕处显示了有益的折叠运动。
在图5(a)中,图4(b)描绘了的折叠单元显示了von-Mises应力分布。 可以看出,压力只存在于所定义的预折痕处,说明实现了定义折叠。 除了这项研究之外,还可以通过使用弯曲极限曲线来采用预先构造的弯曲线(预先折痕)处的开裂工艺限制来增强FEA模型。 在图5(b)中,通过光学图案研究了非结构化和结构化的条带(通过机械加工),其可以用于确定由于过度弯曲而导致的开裂限制。
基于最新研究,采用这些创新型折叠结构开发了不连续和连续生产技术的工艺和工具,并使用薄金属板制成。 组件属性在生产后进行检查和确定。 钣金复合材料的成形 这里考虑的金属板复合材料原则上由两个盖板的层和位于它们之间的聚合物层构成,该层也实现了两个盖板的二维结合。为了增加部件的刚度,该研究提出了一种新的金属片复合材料,其由平面片,薄的中间阻尼层和具有局部形成的元件(例如珠)覆盖片层组成,如图6 。不同层次对于单个功能是必需的,例如平面片可以用作部件的可见、防腐蚀面。由于加工硬化和物理尺寸,合并在工件另一侧的形状元素增加了材料的强度和刚度。此外,几何变化可以用作设计或功能元件。为了使用这些层状复合材料,在将它们应用于工业产品之前必须确定金属成形特性(例如深拉伸)。
钣金复合材料结合了不同机械性能(例如阻尼系数,刚度,强度)的优势,以便匹配汽车行业的新应用领域。 增加层厚度会导致刚度的提高,但在这种情况下,剪切应力的传递受到限制。 因此,常规金属板复合材料只有几种组合能够在粘合层中传递剪切应力,这是在汽车工业中非综合使用粘合剂的主要原因。 结论 正如IFU当前研究趋势的概述所示,钣金加工的优化成型工艺,新材料和改进的模拟模型对于钣金零件的成功开发变得越来越重要。 高强度铝和镁合金,折叠结构和复合材料的使用对于新轻量化概念的开发具有很大的潜力。 然而,这些材料及其组合的成型,生产技术带来了巨大的挑战。 因此,IFU正在努力推进金属板材成形轻量化概念领域的研究,并开发工艺、材料模型和材料以满足客户对未来的要求。 来源:Springer 作者:Mathias Liewald Matthias Schneider Stefan Walzer 汽车轻量化在线翻译整理,转载请标明来源 |











请发表评论
全部评论
-

我要推荐轻量化专家
2030-12-01 | qccl
-

现代制铁3月份开始批量生产第三
2026-03-09 | qccl
-

【立法落地】欧盟2040年气候目标
2026-03-09 | qccl
-

聚焦可持续发展与科技创新领域,
2026-02-27 | qccl

