
【轻量化奖评选】碳纤维增强热塑性复合材料汽车横梁研制
2018-6-1 11:32
1554
0
简介
碳纤维增强热塑性复合材料汽车横梁研制
|
参评技术:碳纤维增强热塑性复合材料汽车横梁研制 技术简介 项目针对热塑性碳纤维复合材料汽车顶盖横梁研制,形成了一系列关键技术成果,完成了自冲裁热压模具的设计与制造,自主开发出一套热塑性碳纤维快速热压成型工艺。从复合板材加热后放入模具到模压成型,横梁的整个模压过程历时3分钟左右。复合材料横梁比金属横梁减重50%(减重10Kg),实现了汽车横梁制品轻量化和高效率制造。充分体现了热塑性复合材料成型周期短、适合规模化生产的优势。 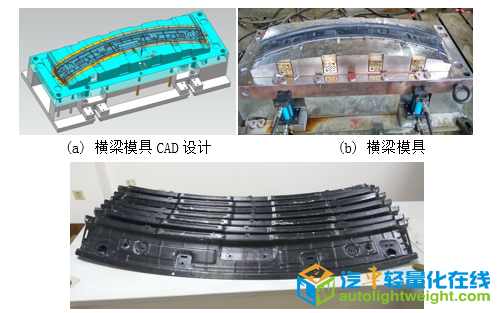 技术的先进性主要体现在: 1)实现了碳纤维热塑性复合材料热压过程产品与切边、冲孔一体成型。 项目通过对热压模具进行镶块式自冲裁设计与制造,在产品热压成型的同时对产品边缘和内部孔洞进行自冲裁,实现了连续纤维复合材料热压的一次近净成型,解决了传统成型方式需要大量修边等后处理的难题,提高了生产效率。此外,镶块式设计保证了冲裁刀口的修理与更换。 2) 实现了碳纤维增强热塑性复合材料汽车横梁的集成制造。 原金属横梁由三个钣金冲压件通过焊接而成,需要三副冲压模具,存在模具造价高、后期焊接等多种工序弊端。项目通过优化设计将三个件集成为一个件一次成型,成型效率和制造成本得到显著改善。 3) 制造的碳纤维增强热塑性复合材料汽车横梁具有优异的力学性能。 经在碳纤维横梁制件不同部位取样测试,其拉伸模量和拉伸强度分别达到54 Gpa和974 Mpa,其性能与相同铺层结构的热固性环氧体系碳纤维复合材料基本相当,而比刚度和比模量则远高于铝合金和高强钢。 小结 项目针对汽车轻量化的迫切需求和传统碳纤维增强复合材料制造周期长、成本高的困局,建立起铺层结构复合材料宏、细观结构一体化优化设计方法,开发出热塑性碳纤维复合材料快速成型工艺,建立起了相关材料体系的成型工艺规范。项目针对汽车横梁开发的成型工艺,整个生产过程历时3分钟左右,比金属横梁减重50%左右,实现了汽车横梁制品轻量化和高效率制造。 否产业化:基础预研技术 |





-

我要推荐轻量化专家
2030-12-01 | qccl
-

现代制铁3月份开始批量生产第三
2026-03-09 | qccl
-

【立法落地】欧盟2040年气候目标
2026-03-09 | qccl
-

聚焦可持续发展与科技创新领域,
2026-02-27 | qccl

