周佳《轻量化如何实现低成本化》

|
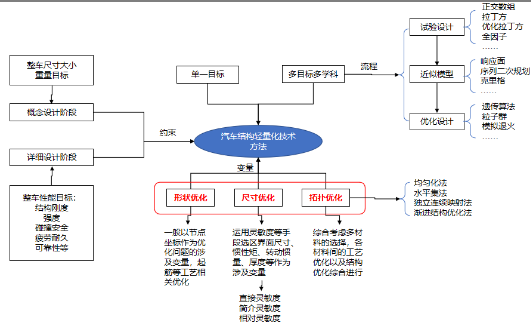
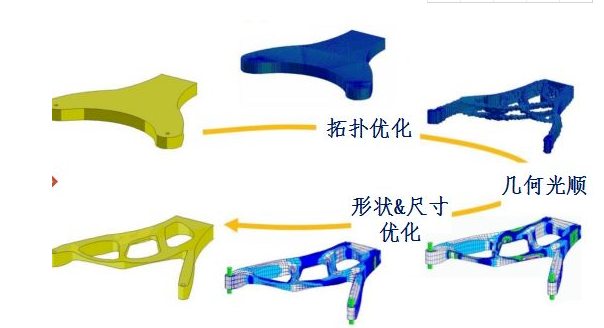
01 轻量化的意义与现状 02关于低成本轻量化的思考 在汽车市场持续滑坡的大环境下,国内外各大主机厂把降本技术放在首要考虑的问题,如何解决减重与成本之间的关系是现阶段轻量化技术发展的主要矛盾。本文将从以下几个方面重点讨论分析 2.1 结构优化 如前所述,结构轻量化是降本的最直接最有效的手段之一(如图1所示)。在汽车零件概念设计、基本设计和详细设计各个阶段,分别采用拓扑优化、形状优化和尺寸优化等技术分析优化,去除零部件冗余部分、或减少搭接(如花边设计、锯齿设计)、或仿生结构、或空心设计等手段,尽量使材料实现最佳布局达轻量化效果(如图2所示)。结构轻量化不仅能够提升整体性能,而且最优化材料利用进而实现降本,是所有主机厂最为关注的手段。
图1. 汽车结构轻量化技术方法
2.2 集成化设计 新技术带来的集成化设计理念不断地成功应用和验证。以前端模块为例(图3所示),其集成汽车发动机舱前部的组成的系统零件,组合了机舱锁、散热器、冷凝器、中冷器、防撞梁、缓冲块、传感器、前大灯甚至保险杠和翼子板等部件,采用注塑一体化成型方式。在该技术手段下,从零件数量大幅度减少、零件间连接去除、总装工艺简化、生产线投入降低等全流程考虑,相比钢制前端模块整体成本相当,但减重率可达到30%-50%,轻量化效果明显。该技术在长安、东风小康等自主品牌主机厂已得到广泛应用。如此类推,塑料尾门也是具有潜力的零部件(如图4),其可一体化集成尾门内/外板、扰流板、内饰板、外装饰件、金属加强件、线束、尾灯等12以上零部件,减重率达40%以上;通过对其材料、制造、运输等综合成核算与钢制零部件差异不大,但由于核心技术垄断市场价格较大,是阻碍其推广应用的主要原因。
图3. 前端模块在汽车上的位置及示意图(图片来源:中国汽车网)
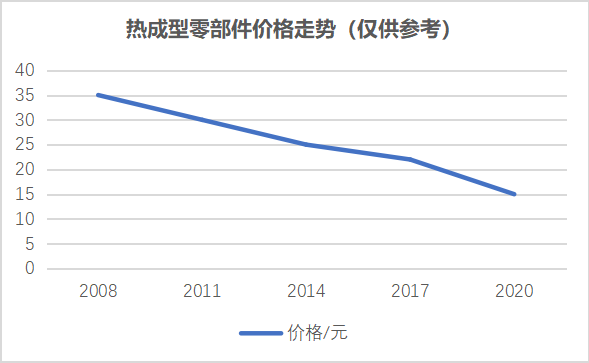
图4. 一体化塑料尾门集成技术 2.3 模块化开发 轻量化设计开发时,应统筹考虑车辆的通用结构、共性技术,实现模块化设计开发,一个零部件在多个车型上使用。以某车型的仪表板安装支架(CCB)为例,其左侧综合考虑平台车型的通用结构,采用高真空压铸镁合金材料,右侧考虑到内饰造型和安装点位置,使用钢制焊接结构,创新性地将轻量化新技术发挥到了极致。该方式相比全镁合金CCB,轻量化效果稍差,但其模具尺寸小成本低,模块化设计适用于多个平台化车型,有利于降低成本。事实上,这种模块化思路可以尝试在门槛梁、电池包托架等零部件上复制使用。 2.4 行业成熟度,加强供应商培育 打破轻量化技术应用与成本矛盾体需要主机厂、零部件与原材料供应商甚至政府间的协同合作。以热成型钢应用为例(如图5),近十年的快速发展国内生产线已达到数百条,相应地热成型产品的价格也逐步降低,回归至理性区间。如图6所示,2008年前仅本特勒、麦格纳、海斯坦普等零部件供应商具有热冲压生产线,热成型零部件价格高达35元/公斤;随着国内宝钢为首多条热成型生产线建成,至今热成型零部件价格几乎降至一半。因此,轻量化新技术的应用需要政府牵头、多方配合的方式打开僵局,主机厂协助培育完善的供应商体系,零部件与材料应具备长远的眼光,为众多的轻量化新技术的初期推广打开局面。
图5 高强钢在汽车上的应用
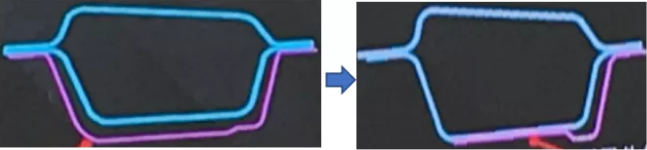
图6 2008-2020年热成型零部件价格走势 2.5 分块布置 事实上,造型对轻量化的影响也非常大,不同的布置、分块等都直接决定着整车重量。以前罩分块为例(如图7所示),前罩连接的对手件分别为前端保险杠和侧面翼子板,其中前保险杠通常为单层塑料复合材料,翼子板为单层钣金结构,而前罩为内板、外板焊接结构。很明显,通过更改造型分块来减少前罩的面积,增加翼子板或者前保险杠的面积,能够实现轻量化的效果的同时降低成本。此类的案例在整车造型过程中并不少见,如车门分块、尾门分块等。
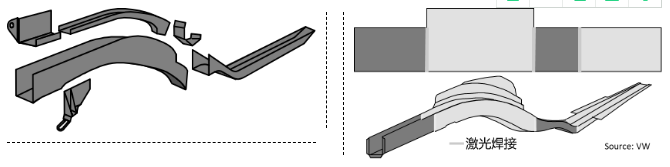
图7 领克、起亚前罩分块示意图 2.6 新工艺的应用 并非所有的新工艺都会引起成本的降低,必要合理的利用材料特点也可实现减重降本。强不匮乏案例在主机厂中实施,本文中举以下几个应用案例:①激光拼焊板(图8),此工艺将不同性能材料组合,不仅减少零部件数量,降低工艺和装配成本,同时还减少模具成本;②热成型补丁版:以B柱为例,热成型补丁板在热冲压过程中一次性成型,避免了传统的B柱加强件热成型、内部加强件冷成型、再焊接的复杂工序,降低了零部件成本同时实现了性能提升;③高强钢减薄、泡沫夹心材料:虽然从单价来看材料成本来看成本增加,但综合降重后核算整个零部件成本降低。
图8 激光拼焊工艺 2.7 轻量化设计策略 总体来说,轻量化设计策略需要有一定创新性的思维,从常见的截面优化设计,到非对称设计、性能目标优化设计、差异化设计等,需要设计工程师对结构、功能和性能有较深刻的认识。以车门防撞杆为例,椭圆形比圆形截面更优,同性能情况下可以降低壁厚;主驾车门、副驾车门和后车门功能要求不同,性能要求也不同,可采取非对称设计理念。同样地,车门、座椅等耐久性也可以采用相同的轻量化策略实现减重降本。同时,每个设计工程师心中有一个观念,轻量化必须从每个螺丝钉上考虑,做到克克计较的水平。
图9 截面优化设计 03 总结 轻量化与成本是当前主机厂面临的主要矛盾,实现低成本轻量化是一个系统性的工程,牵扯着全流程的零部件、设计人员和设计方法。本文有限的知识体系中总结出一些企业常用的低成本手段和思维模式,因部分资料来源并非个人亲身参与,按照自身理解二次加工而成,如有疏漏敬请谅解! |









请发表评论
全部评论
-

我要推荐轻量化专家
2030-12-01 | qccl
-

现代制铁3月份开始批量生产第三
2026-03-09 | qccl
-

【立法落地】欧盟2040年气候目标
2026-03-09 | qccl
-

聚焦可持续发展与科技创新领域,
2026-02-27 | qccl

