一种轻量化汽车地毯生产方法- CN201510673401.8
|
【基本信息】:
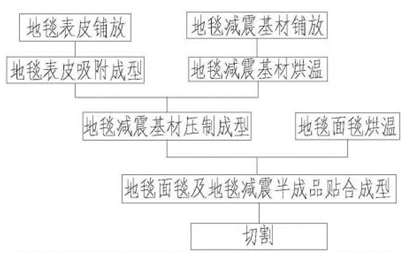
更多著录项目 【摘要】: 本发明属于汽车零部件技术领域,具体涉及一种轻量化汽车地毯生产方法,地毯表皮铺放、吸附成型、水刀切割、地毯减震基材铺放、烘温、压制成型、面毯及地毯减震半成品铺放、烘温、贴合成型、水刀切割得到产品轻量化汽车地毯,能大大降低生产过程中工人的劳动强度,生产效率高。 【附图】:
【主权项】: 一种轻量化汽车地毯生产方法,其特征在于,包括以下步骤:步骤1、地毯表皮铺放:将PVC表皮放置在贴合工装上,移送至烘烘箱烘温,调整烘箱加热区温度:310℃?360℃,烘温时间为40s;步骤2、地毯表皮吸附成型:利用贴合工装将步骤1烘温后得到的表皮铺放在吸附模具上,吸附模具压合并进行抽真空吸附冷却成型得到半成品,抽真空吸附吸力为0.8MPa,吸附冷却成型时间为40s,冷却温度为20℃;步骤3、地毯减震基材铺放:将不同厚度的热塑性棉毡铺放在基材贴合工装对应位置上,铺放位置与地毯设计时不同位置的厚度对应一致;步骤4、地毯减震基材烘温:对铺放有热塑性毛毡的基材贴合工装输送入热风箱内进行加热,热风箱的加热区温度控制200℃,加热时间控制在460s;步骤5、地毯减震基材压制成型:利用基材贴合工装将步骤5加热后的地毯减震基材贴合放入成型模具内,将步骤2得到的地毯表皮切割半成品背面喷洒胶水后放于热塑性毛毡上的相应位置,成型模具压合,进行冷却成型,成型压力控制在10MPa,成型时间600s,得到轻量化汽车地毯减震半成品;步骤6、地毯面毯烘温:地毯面毯通过单烘箱悬空式烘箱进行烘温,单烘箱悬空式烘箱的加热区温度控制在500℃,烘温时间控制在60s;步骤7、地毯面毯及地毯减震半成品贴合成型:将步骤7烘温后的地毯面毯放入面毯贴合模具上模,将步骤5得到的地毯减震半成品放置在面毯贴合模具的下模,面毯贴合模的上模下压进行压制冷却贴合成型,得到轻量化汽车地毯半成品,压制冷却贴合成型时,成型压力控制在9MPa,成型时间控制在60s,冷却温度控制在40℃;步骤8、将步骤7得到的轻量化汽车地毯半成品放置在水刀切割机床上进行定位切割,得到轻量化汽车地毯成品。 【法律状态】:
|





请发表评论
全部评论
-

我要推荐轻量化专家
2030-12-01 | qccl
-

现代制铁3月份开始批量生产第三
2026-03-09 | qccl
-

【立法落地】欧盟2040年气候目标
2026-03-09 | qccl
-

聚焦可持续发展与科技创新领域,
2026-02-27 | qccl
广告位


