|
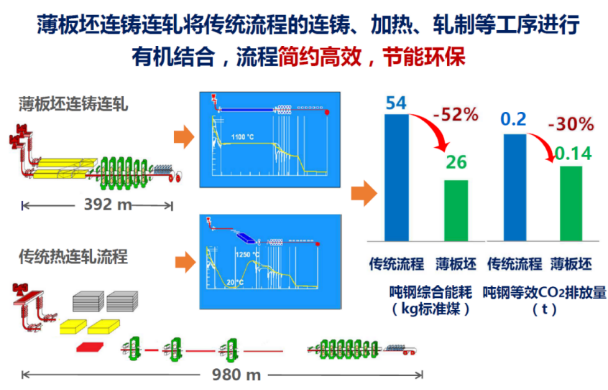
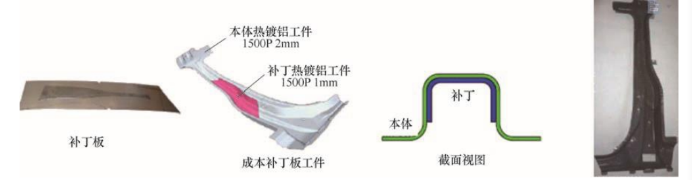
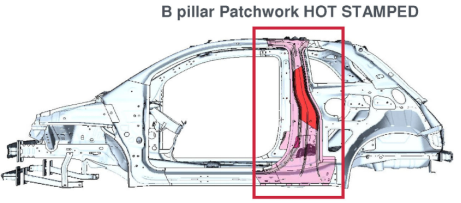
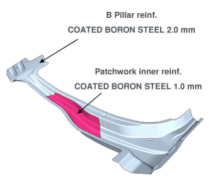
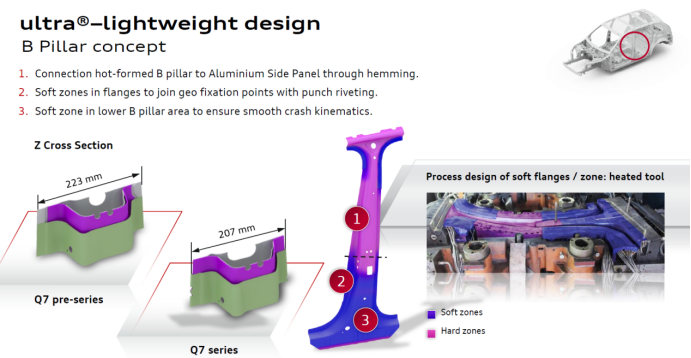
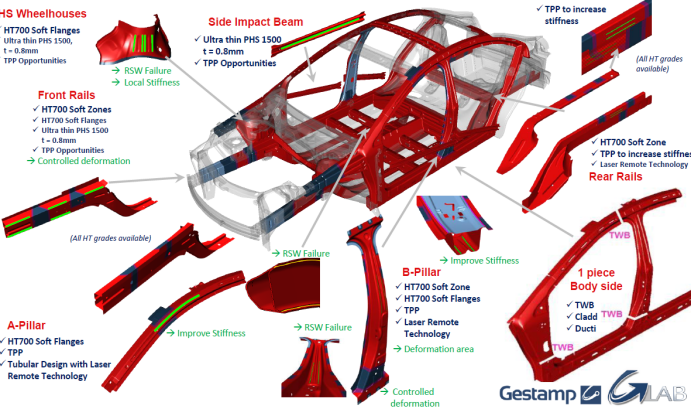
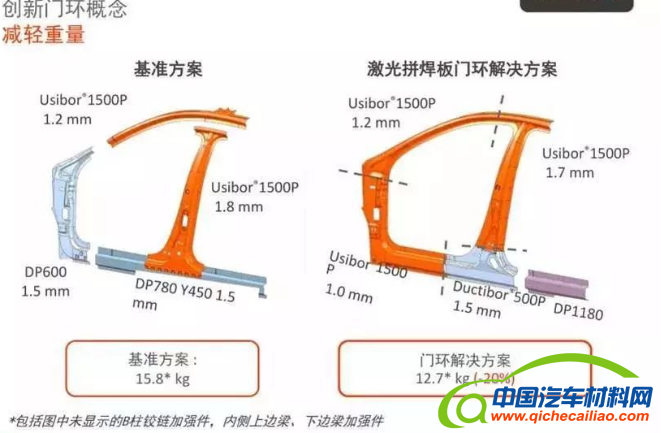
【汽车材料网】汽车车身设计在实现轻量化的同时必须保证安全性能。热成形零件因其具有较高的强度,在保证安全性能的同时,可以达到减重的效果,因此得到了广泛应用。随着精益设计能力的提升及功能要求的进步,近些年热成形新材料新工艺也应运而生。 从可持续发展的角度来看,汽车行业的低碳化已经不能仅仅依靠汽车服役过程的节能减排,而是需要从设计、制造、使用到回收利用的全生命周期各个过程均绿色化。有着低耗能优势的短流程轧制技术逐步走进了汽车产品工程师的视野。薄板坯连铸连轧流程与常规热轧流程相比能耗降低约50%以上。薄板坯连铸连轧快速凝固、直接轧制的工艺特点,特别适合开发薄规格热轧高强钢产品。 据了解国内主流钢厂已开发出CSP(compact strip production)短流程热成形钢,性能与现有热成形钢几乎无差别。应用部位也可与现有热成形钢一致。此类材料一大特点是降低了原材料生产过程中的能源消耗,是未来可持续发展的方向。 短流程热成形钢制B柱 除了CSP,还有ESP和MCCR两种短流程工艺。 ESP(Endless stripproduction)无头带钢生产,在意大利Acciaieria Arvedi SpA公司原ISP线多年操作经验基础上优化改进合作开发的新一代热轧带钢生产技术,是薄板坯连铸连轧工艺之一。是由钢水浇铸成薄板坯后直送轧机轧成带钢,生产线连续运行。ESP产品厚度为0.8-6.0mm,最大宽度达1600mm。日照钢铁是国内最早引进的ESP产线的钢厂,其开展了热轧热成形钢的多项应用研究,并批量应用市场。 (Multi-mode Co ntinuousCasting & Rolling Plant)MCCR产品定位在超薄、优质、高强 热轧板卷,结合后续配套产线,部分产品实现“以热代冷”。MCCR产品主要包括薄规格热轧板卷、热轧酸洗板、热基 镀锌板三大类。今年7月, 首钢京唐MCCR-DUE产线达产,该工艺流程短、投资少、运营成本低、收得率高,是绿色生产的典型示范案例。 首钢京唐公司MCCR-DUE是世界首条具有灵活生产模式的第三代薄板坯连铸连轧生产线,未来也有望供应热成形钢。 变截面热成形技术,是指用一张板料的截面厚度是有变化的板进行热冲压,热冲压成形工艺过程与传统热成形无差别。这种截面厚度变化的板材,可根据零件受力变化特点来设计板带材的厚度过渡,通过定制产品在保证性能的前提下实现结构减重。2006年,道奇 Calibre 和BMW X5 成为首批在车身中采用定制轧制和冲压硬化部件的汽车。 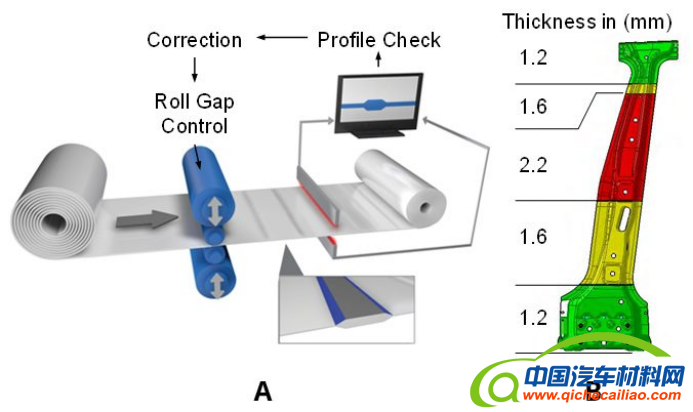 (A)Tailor Rolling ProcessZ-5,(B)B 柱 BMW X5(第二代:2006-2013) 该项技术首次应用于2011款奥迪A6的前挡板加强横梁和新福克斯的B柱,其中新福克斯B柱原设计为双层热成形零件,通过变截面技术应用,合成一层零件,在碰撞安全性能不降低的情况下,其质量大幅度下降,为 汽车轻量化带来可观的收益。近年来, 变截面热成形技术也在车身上得到了应用,主要用于A柱、B柱、中通道等部位,具体应用车型统计见下表。 热成形补丁板,顾名思义此工艺是在一块大的基板上,局部以焊接方式固定另一块小板料,然后一同进行后续的热冲压过程,以取得局部加强结构。 补丁板热成形作为一种工艺集成技术,能够减少零件的工装和生产成本。主要用于精确的性能设计零件,例如B柱与内部局部增强件、纵梁与内部局部增强件、A柱内板与铰链加强板等的集成。但是在实际应用过程中需注意焊接问题,对于镀层板容易产生焊接不充分的问题。由于非镀层板的焊接氧化问题,目前鲜有应用。 FIAT 500X B柱和后纵梁采用了补丁板热冲压技术,见下图。此技术在2007款车型中也有应用,在实际减重的同时还节省了成本。 FIAT500车型B柱加强板补丁板热冲压成形方案 热成形分段强化,在行业上通过在零件局部做软化来实现,通过一些技术手段实现不同区域不同强度。同一个零件的不同部位存在着不同的性能要求,比如在侧碰设计上,B柱下段与门槛相连的位置,大概是乘员坐盆相对应的位置,这个区域是要较B柱上半段的强度要弱些,这样才能在对人伤害较小的部位吸收能量而不至于让加速度过大,从而影响人内脏健康。分段强化正好能很好的实现这一功能要求。 实现分段强化有炉内和模内两种方式。炉内实现软硬区的原理是通过加热炉设备分区加温控制,对料片的不同位置进行加热温度控制,设备投资费用高,后期改造困难。目前采用模内分段强化较多,通过模具水冷和电热系统来实同一零件上不同区域有不同的机械性能。 奥迪Q7应用如下图所示: 海斯坦普Gestamp为目前软硬区研究深入的企业之一。 2019年讴歌RDX车型上全球首个热冲压激光焊接内外前门环系统应用,将激光拼焊热成形技术深深印入了国内汽车材料工程师的脑海中。其实早在2014年,讴歌MDX车型就向世界展示了激光焊接外门环。 激光拼焊热成形技术,是指在热冲压工艺之前,用激光能源将不同材质、板厚、镀层的板材拼合并焊接而形成一块整体板材然后整体进行热冲压的技术。拼焊板技术的出现解决了超宽板及不同部位不同工艺性能要求的问题,对减轻车身重量、降低整车成本、节能环保等都有着重要的作用。 激光拼焊的优点很突出,能够集成设计,进而减少冲压模具。较传统的门环结构,激光拼焊门环一个零件代替了四个零件,只需使用一套冲压模具,只需一次冲压操作即可。根据安赛洛米塔尔的数据, 激光拼焊板技术可以将Usibor2000、Usibor 1500、Ductibor 1000或Ductibor 500等不同材料结合在一起,以保证正确的材料应用到合适的部位。一体成形门环能相较基准对比数据实现20%的减重幅度。 安塞乐米塔尔热成形门环展示件 热成形新技术新工艺目前是汽车厂研究的热点,与其他 轻量化材料相比,热成形技术性价比较高,而且有着优异的强度表现,在 新能源车型上也有着很好的应用前景。 中国汽车产量持续攀升,轻量化节能减排的要求以及日趋严格的汽车安全法规,为热冲压成形钢提供了广阔的市场机遇。相对于镁 铝合金、 碳纤维等轻量化材料,热成形钢相对较低的生命周期排放,使得其不仅在制造阶段减排较少,在汽车使用阶段也保持相对有竞争力的减排能力,有利于实现汽车全寿命周期的节能目标。智能化汽车的发展,虽然一定程度上减少交通安全事故等传统的主被动碰撞问题,然而新的网络信息安全隐患将在智能化汽车领域出现,因此一旦出现安全事故,乘客将可能受到更加致命的危害,因此,被动结构安全仍将是汽车最基本的设计要求,依然需要使用高强汽车钢增加安全性能。 首钢、宝钢、SSAB等企业在亚洲汽车轻量化展览会上都曾展示过各自的热成型创新解决方案。可以看出从设计到生产各个单位均有自己独特的应用思路。了解更多汽车轻量化新材料、新工艺、整体解决方案前沿进展,欢迎关注2022年7月6-8日在上海新国际博览中心举办的亚洲汽车轻量化展览会。 |