汽车的轻量化,是指在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整备质量,从而提高汽车的动力性,减少燃料消耗,降低排气污染。乘用车的轻量化势在必行,轻量化的关键方向在于底盘零部件的铝合金化,传统的燃油车“双积分”已于2018年4月落地,要求到2020年车企平均油耗降低到5L/100km。基于当前水平,未来油耗平均年降幅需要达到7.1%,然而过去4年中油耗的平均年降幅仅为3.8%。按当前的进展,即使考虑新能源车占比提升,到2020年也只能将平均油耗降低到6L/100km左右,距离5L/100km的目标,还有非常大的差距。
轻量化势在必行,铝合金材料是所有现用金属材料中密度较低的轻金属材料,铝合金的密度约为钢铁的1/3,且来源广泛,因而成为汽车减轻自重、提高节能性和环保性的首选材料,以铝代钢是当前汽车轻量化的主要途径。同时,轻量化是缓解新能源汽车续航里程痛点的重要途径。国家补贴对续航里程的要求将逐步升高,轻量化将减重并提高续航,帮助车企获取政府补贴。
铝合金材料性价比高、来源广泛、工艺技术成熟、应用范围广,是目前平衡轻量化收益与成本的最佳的轻量化替代材料。
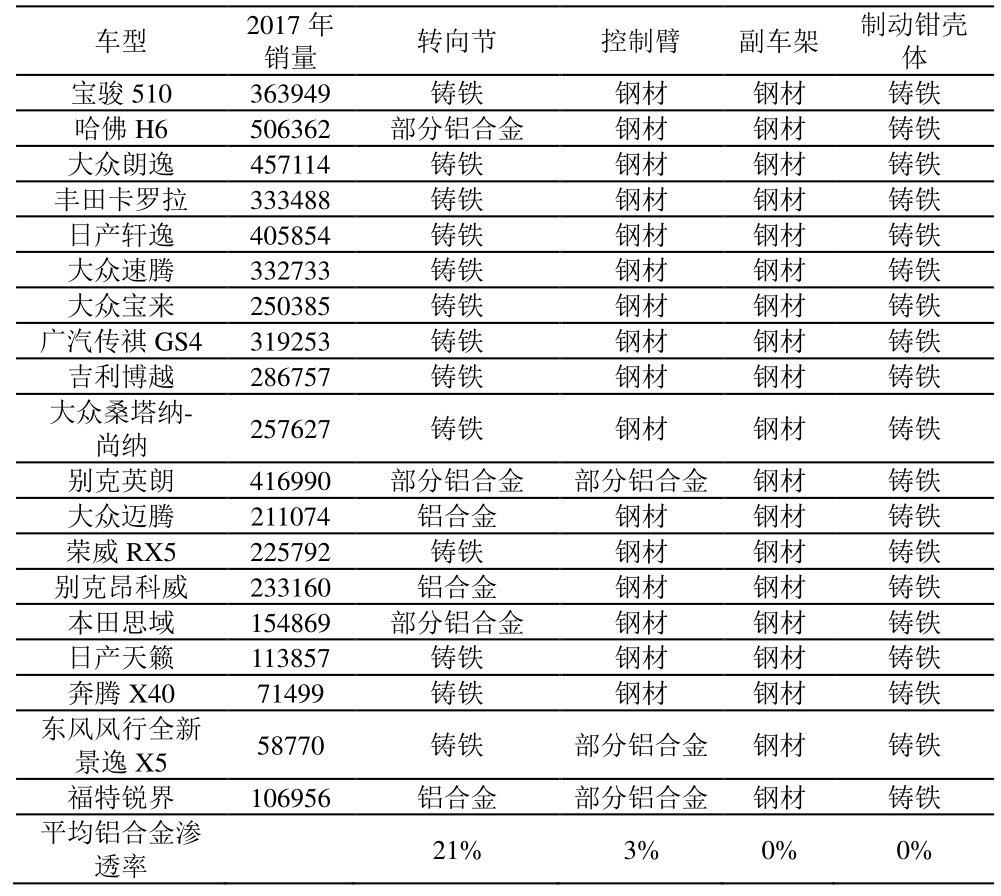
1 铝合金底盘轻量化应用现状当前铝合金在普通乘用车品牌中的渗透率还在绝对低位,2017 年款普通品牌车型中,铝合金零部件在转向节中的渗透率为 21%,控制臂为 3%,副车架和制动钳壳体上还没有应用(如表1所示),相关铸铝、锻铝零部件供应商有望充分获取铝合金增量市场带来的红利。尤其是新能源汽车市场的快速增长中获取可观的红利。
表1 普通品牌主要典型车型2017年款的底盘材质情况
2 铝合金底盘轻量化产品汽车底盘铝合金轻量化的代表产品有转向节、控制臂、副车架及制动钳等,属于底盘安全件,产品性能要求高,轻量化不能以简单的减重多少来衡量,必须要与产品功能相关,安全法规要求必须用提高汽车主动安全性和被动安全性的眼光来完善汽车的安全设,由于当前工艺的限制,这在一定程度上限制了铝合金在底盘上的使用率。
2.1 铝合金底盘产品成型工艺现状对于功能件铝合金,常规的成型工艺有低压铸造、重力铸造及锻造等,底盘件安全性能要求高,常规的成型工艺在产品性能或是生产效率上难以满足生产要求,轻量化产品的性能化工艺设计多数还处于研究阶段。如要批量化、规模化地“以铝代钢”实现汽车底盘轻量化,需结合铝合金固有的性能及先进的成型工艺技术才能在性能上和效率上生产出符合要求的轻量化产品。
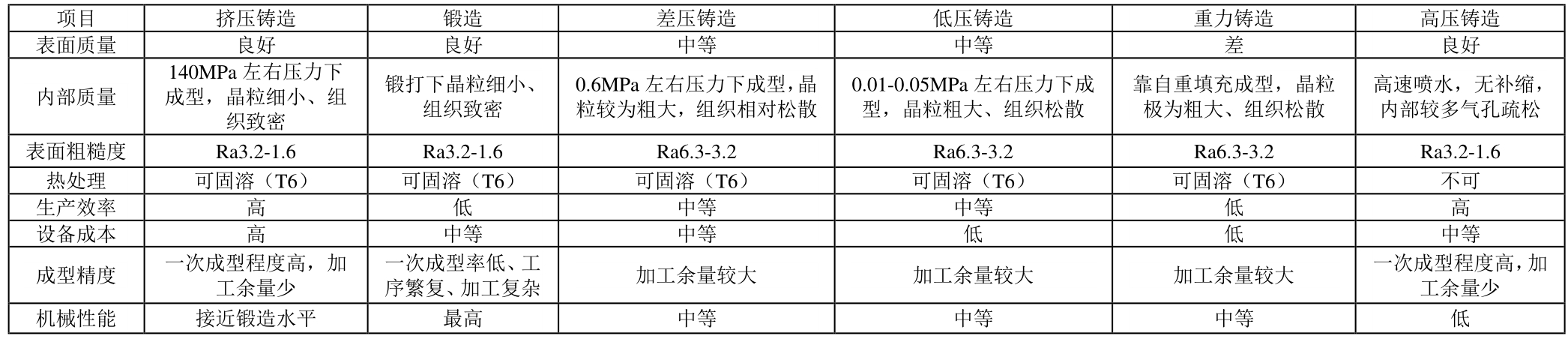
挤压铸造产品质量好,其力学性能明显高于普通铸件[1-3],接近同种合金的锻件水平(如表2所示),效率高、适用范围广,可作为底盘轻量化产品成型工艺的最佳选择。
表2 铝合金成型工艺对比
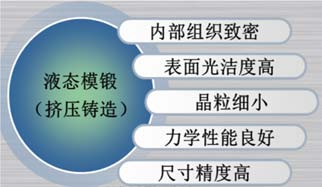
2.2 挤压铸造(液态模锻)工艺技术介绍挤压铸造是新兴发展的铸造工艺,又称液态模锻。其原理是对进入型腔内的液态或半固态金属施加较大的机械压力(约100MPa~140MPa),使其成型凝固,获得铸件的一种方法[3](如图1所示)。由于高压凝固及塑性变形同时存在铸件组织致密,无气孔、疏松等缺陷,相对于其它铝合金铸造方式,挤压铸造产品的力学性能明显高于普通铸件(如图 2所示),接近同种合金的锻件水平。
图1 挤压铸造原理
图2 挤压铸造产品质量效果
挤压铸造是一种铸、锻结合的工艺,产品性能好,生产效率高,是转向节、控制臂、副车架及制动钳等底盘关键零部件轻量化设计的成型工艺发展趋势。
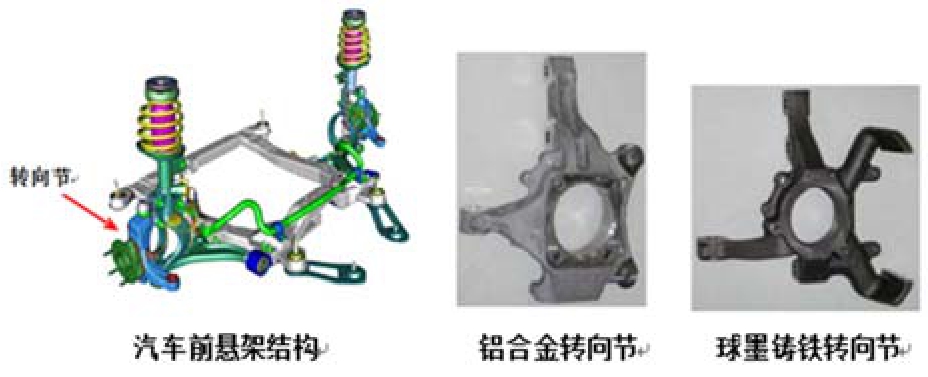
2.3 挤压铸造轻量化设计示例以下为某汽车转向节(如图 3所示)铸铁改铸铝方案设计及有限元分析示例。
转向节作为汽车转向系统中的重要零件,工作过程中既要承载一定的车体重量,又承受转向力矩和刹车时的制动力矩,工作环境恶劣。因此,必须具有优良的综合性能,以保证汽车和驾驶安全。传统的汽车转向节主要由球墨铸铁铸造而成。
图3 转向节所处位置及形状
由于铝合金材质本身性能的劣势,转向节以铝代钢的改进仅是替换材料显然是不行的,即便是使用当前最佳的挤压铸造工艺,也需对产品的机构进行优化设计,并需结合产品的性能、工况等条件进行优化分析。
设计思路:造型设计、强度校核、仿真耐久性分析。
在汽车零部件“以铝代铁”的轻量化过程中,由于铸铁和铝合金杨氏模量的差异,零件结构必须变动才能满足强度要求。基于球墨铸铁转向节零件原型,同时考虑了材料强度要求和转向节零件装配约束关系等多方面因素,利用 UG软件对其结构进行优化设计,不断地进行了 8次优化及模拟验证后,拟采用P8版铝合金转向节模型。
铝合金转向节材料选择A356铝合金,其相关参数设定如下:密度为2.7g/cm3,弹性模量 为71GPa,泊松比为0.33,挤压铸造条件下,屈服强度为240MPa,抗拉强度为320MPa,伸长率为10%。
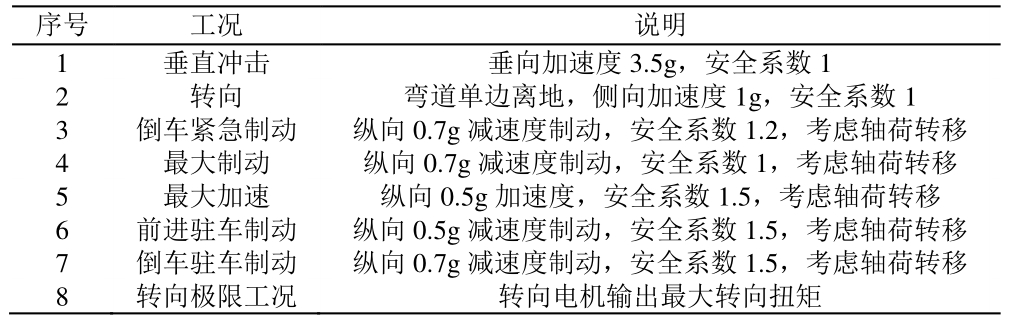
应力分析、位移分析条件条件如表3所示。
表3 应力分析、位移分析条件条件
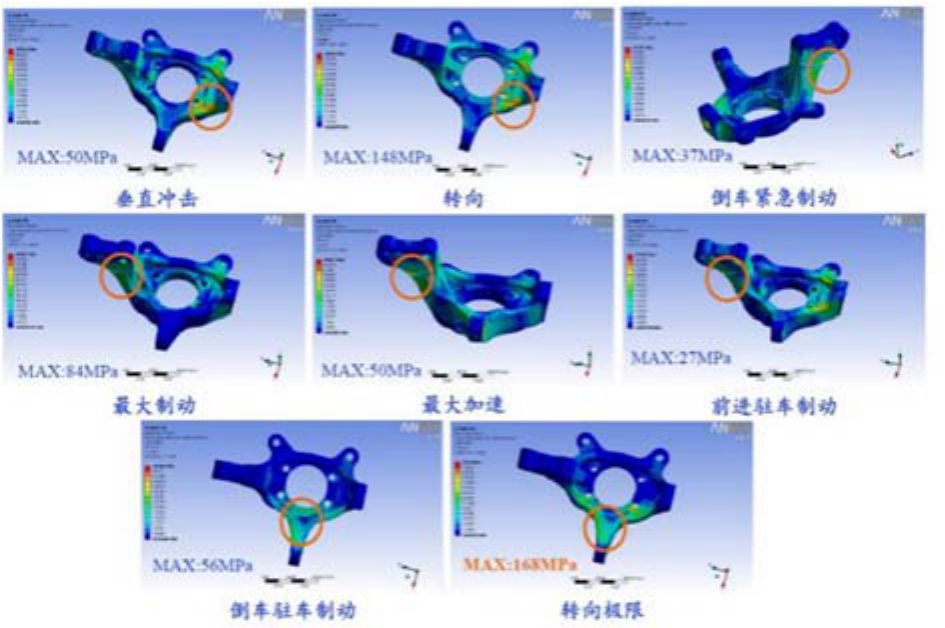
有限元计算结果(仅列出P0与P8模型的有限元分析结果)。
图4 应力分析结果
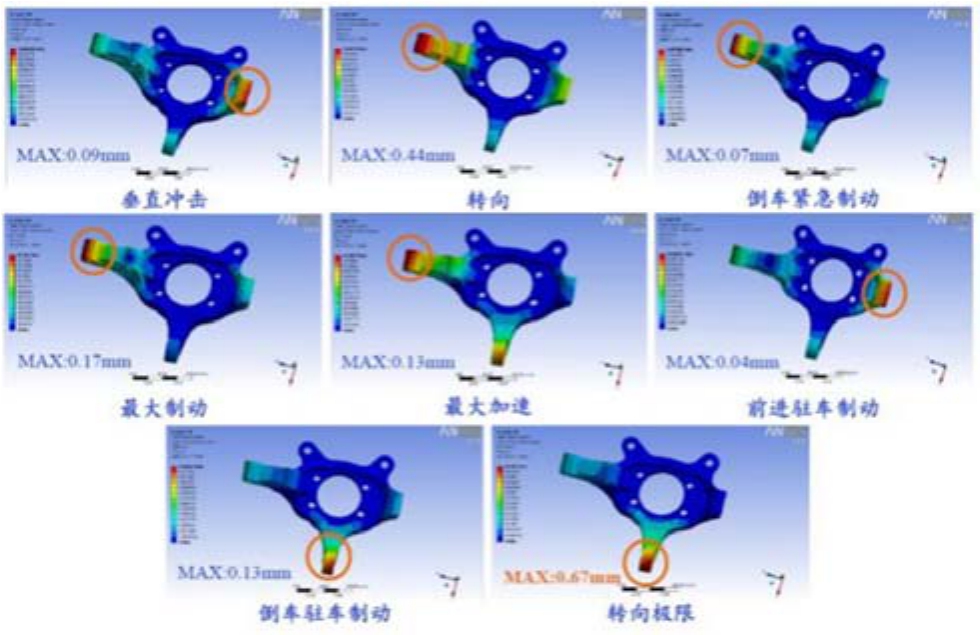
图5 位移分析结果
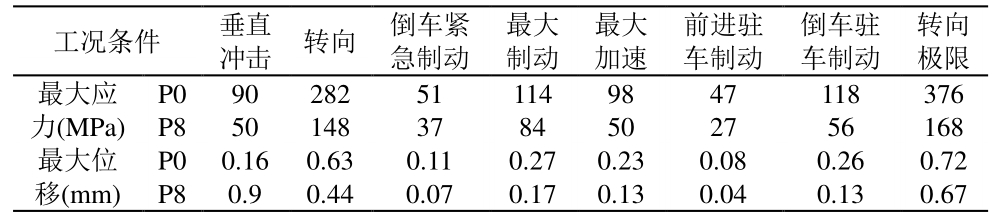
表4 应力分析、位移分析结果
结果表明,在相同载荷施加方式和工况条件下,改进后P8转向节模型的最大应力值及最大位移值远低于P0模型(如图 4、图 5,表4所示),达到产品强度的要求,其结构优化效果明显。而且由于铝合金的密度较小,改进后单件转向节的重量能减轻48.7%,实现了轻量化的目的。
3 结束语为了响应国家节能减排政策,整车尤其是新能源车轻量化势在必行,轻量化产品的覆盖范围将会逐渐扩大到底盘模块,当前常用的铝合金成型工艺显然难以从性能上或者生产效率上满足产品要求,挤压铸造(液态模锻)作为一种新兴、高品质的成型工艺,将会是底盘轻量化工艺选择的一种趋势。
【参考文献】
[1] 李传栻.铸造工程师手册[M].北京:机械工业出版社,2001.
[2] 林柏年.特种铸造[M].杭州:浙江大学出版社,2004.
[3] 李宇飞,余振龙,石飞,等.挤压铸造工艺对汽车控制臂铸件组织及性能的影响[J].特种铸造及有色合金,2018,38(8):864-866.



 雷达卡
雷达卡 发表于 2020-7-20 10:12:57
发表于 2020-7-20 10:12:57


 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶
