注册后就可以查看哦!
您需要 登录 才可以下载或查看,没有账号?立即注册

x
来源:期刊-《金属板材成形》; 作者:李明丽、刘鹏、龙曲波、尤宝卿、罗洪松、刘祥、聂飞、茹承曦
热成型软区技术是实现汽车轻量化的重要途径,其特点是通过模具水冷和电热系统实现零件的变强度、薄料厚、低重量的设计。文章针对热成型软区原理、工艺分析、模具结构设计及应用进行解析。实际生产表明,热成型软区零件区别于传统的热成型等强度零件可有效提高汽车的强度及安全性,同时降低车身重量,实现汽车轻量化设计及节能减排。
0引言
全球石油资源短缺,大气污染严重、气候变暖,交通事故愈频繁,在这样的大背景下,有利于汽车安全性、有利于汽车轻量化、有利于汽车节能减排的热成型技术备受青睐。在保证安全的前提下尽可能减轻车身自重已成为汽车工业的重中之重,而利用热成型软区工艺生产的变强度汽车车身部件,既可以做到节能减排,同时也可提高汽车安全性能,其作为汽车轻量化领域内最重要的组成部分,而热成型软区模具技术的研究变得十分重要。
1热成型软区工艺原理
热成型软区工艺是指板料为一个等厚料片,通过特殊实现不同区域、不同强度的功能。同一个零件上分成了2个区:硬区和软区,硬区抗拉强度仍为1300-1650MPa,屈服强度仍为900-1300MPa;软区抗拉强度640-865MPa,屈服强度420-550MPa。 通过加热炉设备分区加温控制对料片的不同位置进行加热温度控制,但要实现该功能,将产生巨大的设备投资费用,且在生产线建设完成后无法进行后期添加,因此并不适用于稳定持续发展的生产性企业实施。目前可通过模具水冷和电热系统实现料片硬区部位布置水道,增加冷却速度,在板料整体加热至860℃~960℃,使料片全部完全奥氏体化,模具合模时快速冷却,使料片全部形成高强度淬火马氏体。软区部位模具内部布置电阻丝,外部连接电加热系统,迫使软区部位持续稳定加热至500℃,保持高温加热10s以上,直至需要软化的部分保留原有奥氏体、珠光体和铁素体的多项组合组织,以实现同一零件上不同区域有不同的机械性能。
2热成型软区工艺优势
为了更好地满足轻量型汽车良好的防撞性能要求,如汽车B柱这类变强度的高强度热冲压件已被广泛的应用于汽车白车身中,其优点在于让较薄的钢板替代厚钢板,以多相微观组织代替原有的单相马氏体,不但可以更好地减轻汽车零部件的重量,同时具有更好的缓冲吸能效果。热成型软区工艺的应用既能抵制外部冲击保证汽车的完整性,同时能吸收汽车受到冲击时的能量来保证乘客的安全性。 热成型软区零件可使需要高强度部位抗拉、屈服强度等机械性能显著提高,达到可以承受更大的撞击力的效果,同时也可使需要低强度部位拥有较低抗拉、屈服强度,在碰撞时达到吸能和溃缩的作用,两者方式的结合能够有效地提高汽车的碰撞安全性能,实现汽车轻量化。实现同一个热成型零件在不同区域有不同的机械性能,优化零件在整车碰撞试验中的性能表现。
3热成型软区工艺流程
热成型软区工艺流程如下: 开卷落料:使用落料压机和落料模具冲裁出所需外形轮廓的热冲压板料。 转移:使用机械手等设备将毛还转移至加热炉中。 加热和保温:将板料加热到奥氏体再结晶温度以上,并且保温一段时间,使其充分均匀奥氏体化。奥氏体化参数加热温度和保温时间对板料的奥氏体化质量有重要影响。加热和保温过程中板料表面很容易氧化,影响后续冲压淬火效果并且增加了表面清理工序。对板料进行表面防氧化处理(防氧化涂层)或者向加热炉内冲入保护气体(氮气等)能够显著减少甚至避免钢板产生氧化皮。 转移:使用机械手等设备将奥氏体化后的板料从加热炉中取出转移至热冲压成形水冷模具中。 冲压成形、保压淬火和模内持续加热保压:快速完成冲压成形并保压淬火一段时间,利用模具的冷却系统对高温板料进行淬火热处理,使热冲压零件硬区部位获得均匀的马氏体组织和良好的机械性能。模内持续加热保压使热冲压零件软区部位保留原有奥氏体,让其不进行马氏体转化。另外保压可以减小回弹,提高热冲压零件形状精度。 转移:使用机械手等设备将热冲压成形零件从模具中取出。 后续处理:利用酸洗或喷丸的方法去除零件表面的氧化皮,提高零件表面质量;使用激光切割机、激光钻孔机对超高强度热冲压零件进行切边和钻孔,或者在热冲压成形之前钻孔。
4
热成型软区模具设计
热成型软区模具较传统的热成型而言,其结构更为复杂,热成型软区模具在水冷系统和电加热系统共存的情况下,增加了可精确快速调节的定位杆装置以及调节可伸缩的定位杆装置,通过精确定位和快速调节可有效减少工装上线调节时间,精确控制零件软区和硬度过渡区的长度,达到降低生产成本的目的。 图1中为某车型中支柱加强板零件,图1中标注1为需要硬区位置,最终零件该位置抗拉强度需要>1300MPa,屈服强度需要>900MPa,通过对模具该位置的镶块进行水道加工,连接水冷系统,实现快速冷却从而使原材料由奥氏体转变为均匀马氏体,达到我们的需要;图示标注3为零件软硬过渡区,该过渡区多为残余奥氏体、珠光体、马氏体、铁素体一种或者多种组织而成,过渡区为不受控制控制区域,模具内通过布置隔温石棉或耐高温高压玻璃纤维来实现隔温;图示标注2为需要软区位置,最终零件该位置抗拉强度需要>600MPa,屈服强度需要>400MPa。 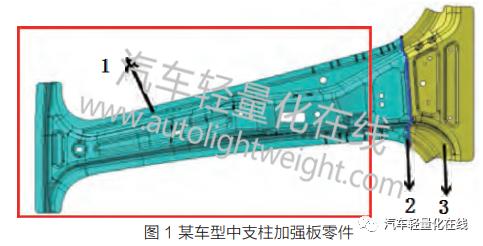
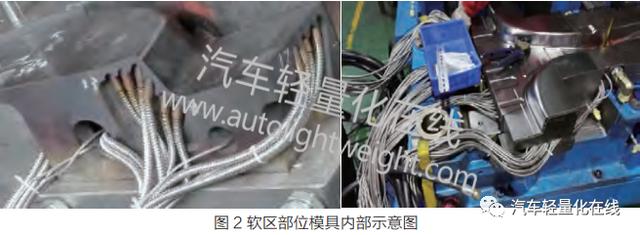
如图2所示模具内软区位置镶块打孔,布置电阻丝,用于模内持续加热输出。

如图3所示模具内镶块电阻丝排布完毕后通过电控信号与外部加热设备连接,通过外部电加热系统自动化控制镶块加热温度,确保镶块加热温度持续稳定保证在500℃±50℃以内,以此保证零件软区部位金相组织不发生马氏体化,保留原有的奥氏体、珠光体和铁素体的多项组合组织,满足技术要求。 
图 4 硬区部位模内水道快速冷却 如图4所示硬区部位模具内部依然布置水道,通过水路系统和设备水路进行连接,通过外部设备的水流量控制及水温控制,确保硬区部位镶块表面温度小于80℃,以此保证零件硬区部位金相组织由奥氏体化向马氏体化的转化,满足技术要求。
5
热成型设备
与传统冷成型模生产相比较,热成型生产使用的是高速上料机械手、高速液压机及辊底式加热炉,如图5和图6所示。使用先进的自动化机器人,能够快速准确的将板料从堆垛区转移至加热炉传送区,长达38m的辊底式加热炉,对板料进行3~5min的加热,使板料达到高达900℃以上的温度;同时配备各种先进的测温技术元件,保证批量生产时的稳定性。



图6 高速上料机械手、高速液压机
6结论
本文通过热成型软区工艺开发过程的解析与研究,详细说明了热成型软区工艺及其模具设计与制造。实际生产表明,热成型软区零件区别于传统的热成型等强度零件可有效提高汽车的强度及安全性,同时降低车身重量,实现汽车轻量化设计及节能减排。
| 


 雷达卡
雷达卡 发表于 2020-9-24 15:43:26
发表于 2020-9-24 15:43:26
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶 发表于 2020-12-28 17:28:59
发表于 2020-12-28 17:28:59


