
导读
- [乘用车轻量化] 汽车用2GPa超级抗氢脆热成形钢HEROs2000 10-31

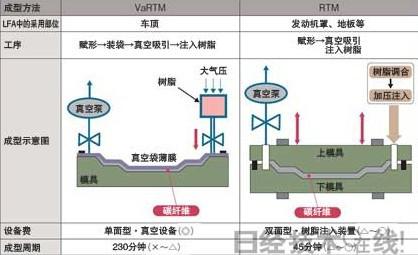
[轻量化材料] 采用RTM工艺使成型成本降至1/5~1/7
0回复 2650查看微信扫一扫 分享朋友圈
| ||

 雷达卡
雷达卡 发表于 2012-10-17 16:54:06
发表于 2012-10-17 16:54:06


 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 千斤顶
千斤顶
